 Manchester,
the First Industrial City
Manchester,
the First Industrial City
Manchester,
the First Industrial City
1760 - 1830

Source: http://en.wikipedia.org/wiki/File:Manchester_City_Seal.png
Manchester and its role in the initiation of the Industrial Revolution are particularly well described by Peter Hall in his book, "Cities in Civilization"1. Chapter 10 describes Manchester in nine sections. There is also a page with four photographs that are relevant to Chapter 10. Both the text and photos are shown below on this webpage. Maps at six different scales are also provided to show locations of cities mentioned in the text.
Robert Grimshaw's contribution to the improvement of the power loom is mentioned briefly near the end of the section of the section on "The Innovators: (3) The Cases of Crompton and Cartwright" and is shown in bold in the text below. Robert Grimshaw is described more completely on a companion webpage.
Contents:
Chapter Title and Introduction
Lancashire as Proto-industrial Seedbed
The Innovators: (1) Kay, Lewis, Paul, Hargreaves
The Innovators: (2) The Unique Contribution of Arkwright
The Innovators: (3) The Cases of Crompton and Cartwright
Lancashire: The Innovative Milieu
The First Polytechnics: The Dissenting Academies and the Pursuit of Useful Knowledge
Manchester from Kersal Moor by William Wylde (1857)
| Webpage Credits |
Thanks go to Peter Hall for authoring such a concise and relevant chapter on Manchester and its role and participants in the Industrial Revolution.
Hall, Peter, 1998, The First Industrial City, Manchester, 1760-1830, in Chapter 10, Cities in Civilization: New York, Pantheon Books, p. 310-347.
| Chapter Title and Introduction |
10
The First Industrial City
MANCHESTER 1760-1830
As all the world knows, the first industrial revolution happened in England; specifically, in a rather small part of England that was bounded on the west by Coalbrookdale in Shropshire, on the south by Birmingham, on the east by Derby, and on the north by Preston, the county town of Lancashire. Each of those cornerstones could claim some specific part in the dramatic events of the eighteenth century: at Coalbrookdale in 1709, Abraham Darby smelted iron with coal; at Derby, in 1721, the silk-thrower Thomas Lombe built the world's first recognizable factory; in Preston, in 1732, Richard Arkwright was born; in Birmingham, in 1741 or 1742, John Wyatt and Lewis Paul first applied the system of spinning cotton by rollers, which Arkwright would appropriate and improve. But one industry above all came to dominate England's pioneering path to industrialization, and one city above all became the centre and the symbol of the entire process, renowned worldwide and visited by inquiring pilgrims from every land. The industry was the manufacture of cotton, and the city was the commercial heart of that industry, Manchester.
Manchester, 1850: the first industrial metropolis at its apogee, in full blast.
One such visitor was Alexis de Tocqueville, who in 1835 found Manchester, then a city of 300,000 people, growing 'at a prodigious rate'. 'Thirty or forty factories rise on the tops of the hills', he wrote; 'Their six stories tower up; their huge enclosures give notice from afar of the centralisation of industry'!
The footsteps of a busy crowd, the crunching wheels of machinery, the shriek of steam from boilers, the regular beat of the looms, the heavy rumble of carts, those are the noises from which you can never escape in the sombre half-light of these streets. Crowds are ever hurrying this way and that in the Manchester streets, but their footsteps are brisk, their looks preoccupied, and their appearance sombre and harsh. From this foul drain the greatest stream of human industry flows out to fertilise the whole world. From this filthy sewer pure gold flows. Here humanity attains its most complete development and its most brutish; here civilization works its miracles, and civilized man is turned back almost into a savage.'
By the time of de Tocqueville's visit, Manchester was without challenge the first and greatest industrial city in the world. In that same year, 1835, Andrew Ore estimated that Lancashire had by far the largest number of 'Manufacturing Labourers', 97,517, out of a total of 314,106 for England, or 404,317 for all of Great Britain; Middlesex, representing London, had a mere 11,064! And even forty years earlier, when John Aikin chronicled the march of industrialization, he selected.
the cotton manufacture; a branch of commerce, the rapid and prodigious increase of which is, perhaps, absolutely unparalleled in the annals of trading nations. Manchester is, as it were, the heart of this vast system, the circulating branches of which spread all around it, though to different distances. To the north-western and western points it is most widely diffused, having in those parts established various headquarters, which are each the centres to their lesser circles. Bolton, Blackburn, Wigan, and several other Lancashire towns, are stations of this kind; and the whole intervening country takes its character from its relation to them. Stockport to the south, and Ashton to the east, of Manchester, are similar appendages to this trade; and its influence is spread, more or less, over the greatest part of Lancashire, and the north-eastern portion of Cheshire.
Aikin quoted an anonymous estimate of 1788, used by other contemporary writers and often cited 5ince: of 143 water-powered mills in Great Britain and 123 in England alone, no less than 41 were found in Lancashire; Derbyshire, the next most industrialized county, had 22. 'Comparatively speaking', that observer noted, 'no manufacture that ever was introduced into any country has been so advantageous to the State'. A few years after that, in 1811, another survey found that within 60 miles of Bolton there were 650 mills containing 4,209,570 miles, 310,516 water frames, and 155,880 spinning jennies; almost exactly one-quarter of the mules were in Manche5ter, another quarter in the neighbouring towns of Stockport, Ashton-under-Lyne and Bolton.
| Unravelling the Mystery |
Why should Lancashire, specifically Manchester, have been first in this race? The question excited contemporary writers, who found partial explanations but no complete or satisfactory one. One obvious argument for the rise of the North, adduced then and often since, was favourable geographical circumstances. Edward Baines, writing in the 1830s, thought that
The natural and physical advantages of England for manufacturing industry are probably superior to those of every other country on the globe. The district where these advantages are found in the most favourable combination, is the southern part of Lancashire, and the south-western part of Yorkshire, the former of which has become the principal seat of the manufacture of cotton ...The tract lying between the Ribble and the Mersey is surrounded on the east and north by high ranges of hills, and also has hills of some magnitude in the hundreds of Blackburn and Salford; owing to which cause the district is intersected by a great number of streams, which descend rapidly from their sources towards the level tract in the west. In the early part of their course, these streams and streamlets furnish water-power adequate to turn many hundred mills: they afford the element of water, indispensable for scouring, bleaching, printing, dyeing, and other processes of manufacture: and when collected in their larger channels, or employed to feed canals, they supply a superior inland navigation, so important for the transit of raw materials and merchandise.
Additionally, he wrote, easily accessible coal 'animates the thousand arms of the steam-engine, and furnished the most powerful agent in all chemical and mechanical operations'. It has 'ready communication with the sea by means of its well-situated port, Liverpool'; and 'the acquired advantage of a canal communication, which ramifies itself through all the populous parts of the county, and connects it with the inland counties, the seats of other flourishing manufactures, and the sources whence iron, lime, salt, stone, and other articles in which Lancashire is deficient, are obtained'.
Subsequently, the region's assets -the plentiful soft water, the carboniferous soils that hold that water and release it evenly, the splendid natural port of Liverpool -have become a staple of geography textbooks? But, already in the 1830s, Andrew Ure had pointed to the inadequacy of that argument. Observing that 'The local fixation of a manufacture is a remarkable circumstance', he concluded:
In former times when the textile manufactures were handicraft occupations, they were established. in reference to the near supply of the raw materials, and to streams of pure water for scouring, bleaching, or turning a little mill. Since the introduction of machinery driven by steam-power, and the extension of inland navigation for the cheap transport of coals and goods, manufacturers have taken a wider range in selecting their seats, and have been guided in this respect as much by the convenience of a good mart for home sale and exportation, as by any other consideration. From this cause, Manchester and Glasgow have attracted them in extraordinary numbers. There is, however, something apparently capricious, or at least difficult to account for in this business. If cheap fuel, an abundant population, and a commodious sea-port, be the circumstances most favourable to the erection of manufactures, it may be asked, why have they not led to their establishment in the neighbourhood of Edinburgh, where these three conditions concur? Much may be ascribed to the countervailing influence of a previously organized emporium. The energy of two or three capitalists will sometimes determine the rise of a manufacture round their residence, though apparently not the most congenial soil for its growth.
The problem is that many other parts of Britain have the same advantages, or so nearly the same as to make no difference; the Clyde Valley above Glasgow, the West Riding of Yorkshire, the southern Pennine slopes of Derbyshire, even those older seats of woollen textile manufacture in the southern half of England like the Cotswolds or East Anglia, all could have got into machine production of woollens and cottons had they really tried. As Sir John Clapham demonstrated in a classic paper long ago, geography can be discounted as an explanation for the decline of East Anglian textiles: coal was readily available for steam-engines in Norwich; the explanation rather lay in corrupt politics and a truculent workforce. Yorkshire's triumph over Norfolk was 'the ordinary case of a pushing, hard-working locality, with certain slight advantages, attacking the lower grades of an expanding industry'. That confirmed the contemporary verdict of Arthur Young, who in the 1770s bemoaned Norwich's lack of 'that ardour of enterprise, that activity of pursuit, that spirit of invention which has so nobly distinguished the efforts of British industry'. The same seems true of the collapse of East Anglia's chief rival, the West Country. Up to the crisis in 1826, West Country manufacturers were far too easygoing and they did not keep up technically with the times; even in the 1830s, they failed to diversify into new types of cloth?
The decline of the southern textile districts, then, is easy. What is harder to explain is why Lancashire won out over its real rival, the north-east Midlands. Any unbiased observer, looking at the race around the year 1775, would have probably hedged bets. Nottingham, Derbyshire and Leicestershire had been in textile production a long time, and they had been consistently successful. William Lee, a clergyman born at Calverton in Sherwood Forest, had invented the stocking frame as early as 1589, creating a huge complex of domestic production that had come to extend from Bakewell in the north to Hinckley in the south, distributed throughout the towns and the villages but with a strong concentration within fifteen miles of Nottingham; and the ceaseless experimentation of the framework knitters took them into new fibres like cotton and silk, from stockings into underwear, breeches, gloves, handkerchiefs, waistcoats and elasticated knitwear. This was a dynamic and innovative complex, with close and sophisticated ties to London merchants who supplied capital and vital intelligence about changes in taste and fashion, and who were seventy miles closer to Nottingham than to Manchester. Lombe's silk-throwing mill in Derby, opened in 1721, was the first succssful factory unit in England, a miracle of technology which was supposed to have employed at least 300 and to have cost some £30,000. It provided the model for imitations set up -in places as far apart as Stockport, Congleton, Macclesfield, Sheffield and Watford - in the second half of the eighteenth century.
So a mystery remains. The cause, evidently, is not a single nor a simple one. In order to try to tease it open, we need to peel off layers of explanation. The first is why Britain was first in the field -first, that is, over rivals like France. The second is why Lancashire finally beat all comers -and in particular, both its immediate neighbour and rival Yorkshire, and its next-door East Midlands rival, located in northern Nottinghamshire and southern Derbyshire.
The problem with such a multi-level explanation, of course, is that it could prove circular; perhaps Britain was first because Lancashire was. Economic historians seem to have been generally comfortable with treating Britain as an aggregate success case. But perhaps that is because they like dealing with aggregates. Cotton did contribute disproportionately to British growth in the eighteenth century, shooting from 0.6 to 9.2 per cent of all value added in industry between 1770 and 1801, and to no less than 25.3 per cent by 1831.
Real output in the industry grew modestly by 1.4 per cent a year between 1700 and 1760, but then accelerated prodigiously, reaching 12.8 per cent in the 1780s. And by 1830, more than half the volume of British home-produced exports consisted of cottons.
Cotton in the first industrial revolution thus appears as a classic case of the economic historian W .W .Rostow's theory of economic take-off, which involved enlarged demand for the product of certain sectors, the introduction of new production functions into these sectors, and the generation of the necessary capital -especially through a high rate of plough-back of profits in these critical sectors and in the supplementary growth sectors they stimulated. In such a primary growth sector, possibilities for innovation would yield a high growth- rate and trigger expansionary forces elsewhere in the economy. Rostow's thesis was soon criticized by economic historians, who found no empirical evidence for it; but their data were thin, and later research supports the notion of a surge in productive investment around 1770. And, as was later pointed out, cotton textiles satisfied the demand of the bulk of the population for basic goods.
Certainly, the cotton industry was innovative. Patent rates, admittedly an inadequate guide, give these results for the industry: l73(}-9, 56; 174(}-9, 82; 175(}-9, 92; 176(}-9, 205; 177(}-9, 294; 1780-9, 477; 1790-9, 647; 1800-9, 924; 1810-19, 1124; 1820-9, 1453; 1830-9, 2453; 1840-9, 4581!1 The question thus comes down to this: how did it come to be so innovative, and why should this innovative milieu have developed so uniquely in Lancashire, specifically in and around Manchester?
The reasons why Manchester and its region emerged as leader, eventually winning out over its rivals - most notably the north-east Midlands complex - are not easy to disentangle. But we can distinguish six key elements. First, over two centuries, from the sixteenth century to the mid-eighteenth, it emerged as one of a relatively few contenders, by establishing a system of what economic historians call 'proto-industrialization': a system of economic organization of production that was also a social system. Second, because it had this system, it developed a capacity for continuous innovation through networking, which its chief rival the East Midlands finally could not emulate: the key story here is the contrast, in the 1780s, between the way Richard Arkwright exploited his water frame in Derbyshire, and the way that Samuel Crompton's mule was developed in Lancashire. Third, because of the social structure of proto- industrialization, Lancashire had a large middle class of small capitalist- entrepreneurs, already possessing the necessary capital, and able to take on the challenge of developing the mechanical innovations and organizing a new factory system around them; many were Dissenters, barred from obvious outlets in public life, and concentrating their energies therefore on their businesses. Fourth, there was the fact that these networks extended across from cotton textiles into engineering tradition close by, based on clockmaking, which provided the vital mechanical capacity. Fifth, all this was massively assisted by a very vigorous polytechnic culture which expressed itself in the development of a technical academy and in scientific societies, all devoted to theorizing and synthesizing useful technical knowledge. And finally, there was the remarkable fact that these key elements created in a small region the world's first innovative milieu: an environment which gave rise to a constant, synergistic ferment of technical and organizational improvement in products and in processes.
| Lancashire as Proto-industrial Seedbed |
The most important fact about mid-eighteenth-century Lancashire is that -like its neighbour and rival Yorkshire -it was in every sense in an intermediate stage of economic development. It had started life poor: 'Mid- Tudor Lancashire was an obscure, remote, insular and backward corner of England'. It had a system in some parts of partible inheritance, whereby a man's land was divided equally among his sons on his death; that, plus available land, encouraged population growth and a supply of underemployed labour on the uplands; and that encouraged textile spinning and weaving as a supplementary form of income, giving rise to a rural 'dual economy'. But there was little urban development, and in 1563 the total estimated population was a mere 95,000!
Yet, by 1750, Lancashire had developed rapidly. Over at least two centuries, it had developed a complex system of textile production. Baines' classic account of 1835 credits the origins of the industry to Edward III, who in the fourteenth century brought Flemish weavers to settle in various places in the North, including Manchester, Rossendale and Pendle; Hollinworth as early as 1520 already mentioned Manchester as a major northern production centre, and a few years later Leland noted Bolton. As Aikin described it in 1795, 'the original trade of this place was in those coarse woollen fabrics which were established in various parts of the north of England; but that, as long ago as the middle of last century, it was also noted for the making of fustians, mixed stuffs, and small wares' But fustians, a combination of cotton and linen, were introduced into Lancashire at the beginning of the seventeenth century, if not earlier. By 1620 they were well established, at about the same time as the earlier manufacture of the older coarse woollens was in decline. They first took hold in the hilly country between Bolton and Blackburn, but by 1630 were also established around Middleton, Chadderton and Hollinwood (Oldham area). Defoe in 1727 recorded cotton manufacture in Manchester, Bolton and Bury!
The organization of this trade was domestic, like that of Yorkshire woollens in the classic passage from Defoe; oft-quoted, but worth quoting again:
After we had mounted the third Hill, we found the Country, in short, one continued Village, tho' mountainous every way, as before; hardly a House standing out of a speaking distance from another, and {which soon told us their Business) the Day clearing up, and the Sun shining, we could see that almost at every House there was a Tenter, and almost on every Tenter a Piece of Cloth, or Kersie, or Shalloon, for they are the three articles of that Country's Labour; from which the Sun glancing, and as I may say, shining (the White reflecting its Rays) to us, I thought it was the most agreeable Sight that I ever saw, for the Hills, as I say, rising and falling so thick, and the Vallies opening sometimes one way, sometimes another, so that sometimes we could see two or three Miles this Way, sometimes as far another; sometimes like the streets near St Giles's, called the Seven Dials; we could see through tl1e Glades almost every Way round us, yet look which Way we would, high to the Tops, and low to the Bottoms, it was all the same; innumerable Houses and Tenters, and a white Piece upon every Tenter.
The reason was the water power that served every house. Among the Manufacturers Houses are likewise scattered an infinite Number of Cottages or small Dwellings, in which dwell the Workmen which are employed, the Women and Children of whom, are always busy Carding, Spinning, &c. so that no Hands being unemployed, all can gain their Bread, even from the youngest to the antient; hardly any thing above four years old, but its Hands are sufficient to its self. if we knock'd at the Door of any of the Master Manufacturers, we presently saw a House full of lusty Fellows, some at tl,e Dye-[at, some dressing the Cloths, some in the Loom, some one thing, some another, all hard at work, and full employed upon the Manufacture, and all seeming to have sufficient Business.
At the time of Defoe's tour, Lancashire was still fundamentally an extension of this system. Bury and Rochdale, he found, were 'both Manufacturing Towns in Lancashire, and the last very considerable, for a Sort of course Goods, called Half-thicks and Kersies, and the Market for them is very great, tho' otherwise the Town is situated so remote, so out of the Way, and so at the very Foot of the Mountains, that we may suppose it would be but little frequented'.
The system that prevailed everywhere in these northern textile districts was one of 'proto-industrialization'. By the 1740s and 1750s, the parish registers suggest that in some parts of south-east Lancashire well over half the adult males drew most of their income from textiles. And, as fragmentation of landownings continued, a new stratum of landless labourers was emerging here. The resulting social structure had a wide spread of limited capital resources, providing scope for upward mobility and encouragement for enterprise; there was widespread domestic industry among smallholders who tilled poor land, though in this regard Lancashire was not unique.
It was in fact similar, if not identical, to the structure Joan Thirsk has described for Westmorland, another northern county of marginal agriculture, where also equal inheritance was the rule. 'Farming was precarious', she wrote, 'but was not precarious enough to drive people from the narrow congested valleys of the fells'. For two reasons: first, meadow and pasture were plentiful; second, unstinted common rights were available.
The wide moorlands bred contentment because they offered a satisfactory living, and this in turn kept people at home and fostered what outsiders regarded as clannishness. The family was and is the working unit. Hence, a society which does not drive its children away to earn their living elsewhere, which pursues a pastoral economy that is not greedy of land, that does not compel men to enclose every rod in the quest for survival and profit, such a society may well breed large populations and create for itself an increasing problem of feeding them.
Thirsk drew a general conclusion: 'There seems to be enough positive evidence to support the proposition that the location of handicraft industries is not altogether haphazard, but is associated with certain types of farming community and certain kinds of social organization'. Perhaps handknitting arose in the Yorkshire dales as the rise of population put pressure on the land. But she confessed that she could not explain why framework knitting should spread in Leicestershire only in the late seventeenth century, or cotton and wool in the Derbyshire Peak only in the eighteenth.
That problem has continued to puzzle historians. The general model is clear enough: between harvests, farmer family members could undertake industrial work because the opportunity costs of their labour were zero and the capital was treated as a means of subsistence, so not counted. The family was caught in a vicious circle: more children would increase earning potential yet would also reduce available land, driving more families into economic marginality, perversely giving an incentive to produce yet more children. Yet the division of labour-time, with absolute priority for agriculture controlled by the vagaries of weather, severely restricted the output of each cottage. So there was a built-in incentive for everyone, merchant and worker alike, to find ways of increasing productivity. Certainly, a close correlation exists between a poor agricultural endowment and the development of a rural industrial tradition. But the problem remains: why did some of these marginal agricultural places proceed to full industrialization, while others deindustrialized?
A clue is that these pressures arose in different kinds of rural environment. In the north-east Midlands, the rise of framework knitting in the mid-seventeenth century seems to have been a reaction to a shift from arable to pasture, which cut labour demands; indeed, household industry tended to develop in areas not favour for cereal production, but it then generated markets for agricultural surpluses from more fertile regions. Lancashire was a county with a great deal of marginal agriculture. Butterworth, the historian of Oldham, tells how the poor quality of soil around the town gave rise to sheep walks which in turn engendered a woollen industry, brought here by Flemish settlers in the fifteenth century or even earlier. To the north-west in the Forest of Rossendale, the poor soil could never have supported the people; they must have learned cloth- making early on, relltillg a smallholding that would provide some subsistence and not make too much demand on their time; by the early eighteenth century the area had almost as many weavers as farmers, though there must have been a huge overlap between the two.
But this system, doubtless simple and even primitive at the start, could not have existed in isolation; from the start, the origin and completion of production lay in a chain of merchants, some near, some far away. The local clothiers were men of small means, at least JOWIl to the end of the seventeenth century, but they were entrepreneurs responsible for buying the wool, putting it out to spinners and weavers, and perhaps producing some at home, selling between two and four pieces a week at local markets or to a merchant who sent it to London or abroad. So Sidney Pollard was perhaps right when he suggested that the places that successfully made the great industrial transition were those with access to markets. The putting-out system worked thus: the linen draper advanced cotton and yarn to an intermediate class of country manufacturers, the price being set off against the value of the woven goods when they were delivered; the manufacturers in turn gave the materials, either from their own warehouses, or through a putting-out agent, to country spinners and weavers perhaps twenty miles away. The system was a first response to the shortage of yarn; the intention was to make life easier for the weavers, by providing them with the raw material. And it was also a primitive means of quality control; by retaining ownership of materials, the merchant-manufacturer attempted to maintain constant quality throughout the manufacturing process, and was thus a proto-firm. Putting-out was firmly established by the end of the seventeenth century, and 'riders-out' and 'chapmen' made regular forays into the weaving districts by the mid-eighteenth century.
How independent the master weaver really was, is a matter for judgement. Daniels in 1920 thought that the great majority of workpeople in the Lancashire rural textile industry were employees of the 'putters-out'; generally, their position was little different from that of the workpeople in the towns. And the typical small master weaver had precious little land. His Yorkshire equivalent, a contemporary researcher found, might have somewhere between three and fifteen acres with a cow, pigs and poultry, plus a horse or donkey on which to get the goods to market. Yet he needed relatively little capital, and though effectively he was an employee, neither his employer nor the law fully recognized it; in fact, so long as his credit was good, he would not be tied to one merchant. Thus, in the sixteenth and seventeenth centuries,
the Lancashire textile industries were distinguished by a high degree of practical individualism. Their organisation was fluid and elastic; undertakings of the most diverse types of structure and the most diverse size were represented in them; they were almost entirely free from the stratified and hierarchical arrangement which had been favoured by the gilds in the past, and to which Elizabethan industrial legislation and the early Stuart administration attempted to give a new lease of life. To this immunity from the heavy hand of official control Lancashire industry owed, it is probable, part of its success.
Lancashire, like the West Riding, had few incorporated towns with their own borough charters. This meant that both areas gained hugely from the Weavers' Act of 1558, which freed the country weaving industry from medieval regulations, whilst the Statute of Apprentices of 1563 virtually waived the property qualification for apprentices. So the seventeenth-century Lancashire textile industries enjoyed a rare degree of economic freedom, available to few other English clothing counties and to hardly any European centre. Although most weavers and spinners were employees, the system was not closed: 'Even before the inventions opened up the feverish expansion in trade, it provided a ladder up which the energetic man could climb'. And foreign immigrants found a freer atmosphere in these northern towns, outside the realm of guild regulation; it was Protestant refugees who introduced cotton into Lancashire. Clearly, putting-out entailed an elaborate credit system because of the time
interval involved in manufacture. Yet the first Manchester bank -Byrom, Sedgwick, Allen and Place -opened only in 1771. Before that, capital was provided by bills discounted by tradesman with their London correspondents. The finance came from the linen drapers and clothiers, then from merchants, and 'Country banking grew up as a by-product or offshoot of commercial capitalism'. Indeed, this internal generation of credit was crucial to what came later: 'Lancashire acquired important external economies in the manufacture of cotton which the Midlands industry never managed to develop'. Because the industry had been established in the early seventeenth century, it was already quite mature in organization; specialists in importing and selling cotton and providing credit facilities, as well as in building and developing the specialized machinery needed by the industry, had a long time in which to evolve. By contrast, in Nottingham and the hosiery districts of the Midlands, all the cotton yarn used was imported from India by London merchants until about 1770, and the primary interest of merchant hosiers and workmen in the fancy hosiery and lace industries meant that ancillary services were slow to emerge.
And there is clear evidence that these country workmen were a far from depressed class, at least on the eve of the industrial revolution. A contemporary observer in neighbouring Yorkshire, writing in the 1770s, watching 'Peasants and Mechanics. Farmers, Freeholders, Tradesmen, and Manufacturers in middling Life', noted that 'the English of these several Denominations have better Conveniences in their Houses, and affect to have more in Quantity of clean, neat Furniture, and a greater Variety. than are to be found in any other Country in Europe, Holland excepted'}
The putting-out system was in a constant state of evolution. By 1750 the small master, himself a modest capitalist, had passed under the domination of the merchant middleman. One obvious result was that the smaller manufacturers must be within easy reach of Manchester. Daniels' contemporary map shows that Manchester was the centre for the greater number of manufacturers, but that many of them, especially in fustians, lived in the surrounding smaller towns and country districts, in a semicircle outside Manchester, with three outstanding points at Leigh, Bolton and Oldham. The country makers of checked cloth formed an inner circle, whilst the crofters {bleachers) formed another circle, tending to concentrate near the town. So most workpeople were near an employer, and it was usual for them to fetch their materials from the warehouse and to return the product. The smaller manufacturers probably did the putting- out themselves, whilst the larger ones employed people for the purpose.
During the eighteenth century, this tendency towards larger-scale capitalism grew stronger with the development of the export market. So, even before the invention of machinery, considerable numbers of workmen were dependent on a few men; thus two brothers employed 3000 persons around Blackburn. Most of the wealthy manufacturers by the second half of the eighteenth century had started with little capital or credit: 'Patience, industry and perseverance was their principal stock', wrote one observer in 1785.
The organization of the industry also clearly depended on a well-developed network of communications. As late as 1770, the condition of the roads was atrocious: we have the celebrated testimony of Arthur Young on the turnpike from Preston to Wigan.
I know not, ill the whole range of language, terms sufficiently expressive to describe this infernal road. To look over a map, and perceive that it is a principal one, not only to some towns, but even whole counties, one would naturally conclude it to be at least decent; but let me most seriously caution all travellers, who may accidentally purpose to travel this terrible country, to avoid it as they would the devil; for a thousand to one but they break their necks or their limbs by overthrows or breakings down. I actually passed three carts broken down in these eighteen miles of execrable memory.
But, by 1795, the contemporary observer John Aikin noticed that the improvement of the turnpike roads had entirely changed the organization of trade, with wagons substituting packhorses for transport of goods and with chapmen carrying samples; and this was fostered by a new generation of Manchester traders, who sent riders to trade direct with the weavers and thus undercut the older wholesalers; thus, he said, 'In this period strangers flocked in from various quarters, which introduced a greater proportion of young men of some fortune into the town, with a consequent increase of luxury and gaiety'.
The Manchester trading capitalist was also a manufacturer on a large scale, sometimes a dealer in raw materials, and a finisher. By 1780 most of the product of the country manufacturers came through Manchester and was finished there; the old Bolton fustian market was dead, and the country manufacturers themselves came to Manchester. The country tradesmen with Manchester warehouses were within easy riding distance: of 106 country fustian manufacturers in 1773,65 came from the Bolton district, 19 from the Oldham/ Ashton districts, 11 from Bury/Heywood/Middleton, and 4 from the western outskirts of Manchester. Spinners were employed both by country manufacturers and by weavers; in the latter case, the weaver was responsible for policing the output of the spinners. The larger manufacturers had a permanent Manchester warehouse, where they could develop regular trading contacts, and employ a staff of salesmen. The growing centralization in Manchester was accompanied by a developing specialization among the Lancashire merchants, some of whom were giving up their manufacturing, and concentrating on selling.
Manchester may have been the centre of this system, but it was still not a large place. A return of 1717 gave Manchester a population of 10,000, Salford 2500. Overall, in 1700 only Liverpool and Manchester-Salford had as many as 10,000 people, Preston and Wigan some 5000 apiece, Warrington, Bolton, Rochdale, and Blackburn 2000-3000. The population of Manchester township was 17,101 in 1758 and 24,386 in 1773-4, according to fairly reliable estimates; it rose to 42,881 in 1788 and 70,409 in 1801.55 Even by 1770, Liverpool had about 34,000, Manchester-Salford 30,000, Wigan, Preston, Warrington, Stockport, perhaps Blackburn had 5000 or more, Bolton and Rochdale nearly 5000. Thus the increase in Lancashire population was 'a thickening of the population over the countryside'. It was an expression of an economic system that was still pre-industrial
This then was Lancashire in the 1760s, on the eve of the great series of technical innovations that changed the face of the world. The critical question that now needs to be asked is: why should this extraordinary burst of activity have occurred here rather than anywhere else in the English North and Midlands -indeed, in the world? Clearly, the system of production and the associated social structure were favourable to energy and enterprise; but, apparently, not uniquely so. There must have been another ingredient- To try to answer this question, we need to understand rather precisely how the innovations came to pass, which means studying the innovators.
| The Innovators: (1) Kay, Lewis, Paul, Hargreaves |
John Kay, first in the sequence, was a Lancastrian: born in 1704 at Walmersbury near Bury, a traditional seat of the woollen manufacture, he was apprenticed to a maker of reeds for shuttles used in weaving, a skill essential when in 1733 he came to invent the flying shuttle. It revolutionized weaving: by means of a device called a 'picker', the shuttle could now 'fly' from one end of the loom to another, allowing one man to do the work of two, and permitting cloth of any width to be woven. By this time Kay may have been in Colchester in Essex, doubtless a conservative place, where he seems to have aroused opposition; he moved to Leeds, but there his invention was pirated, and he died poor. He was important in setting the whole chain of innovation in motion: as a nineteenth-century historian put it, 'Without Kay there might have been no Hargreaves, or no spinning-jenny; without the spinning-jenny no Arkwright and no Crompton. The flying shuttle began to be used about 1738 in Lancashire woollens, and was fairly widespread there by the early 1740s. Once introduced into cotton in the 1750s, it spread very rapidly, soon producing an acute pressure on the supply of the weft needed to weave.
So there was now a crisis in the industry: the weaver could now produce much more, and so the weaver was constantly pressing upon the spinner. The processes of spinning and weaving were generally performed in the same cottage, but the weaver's own family could not supply him with a sufficient quantity of weft, and he had with much pains to collect it from neighbouring spinsters. Thus his time was wasted, and he was often subjected to high demands for an article, on which, as the demand exceeded the supply, the seller could put her own price.
The race was now on to produce a more efficient mode of spinning. John Wyatt and Lewis Paul established the principle of spinning by rollers, which was later appropriated and patented by Arkwright. In essence, it consists of drawing the cotton fabric out over a series of rollers, running at successively greater speeds, finally twisting it, and assembling it on spindles. Since their own time, controversy has raged as to which of them actually made the invention. Wyatt's son, supported by early historians, claimed that his father did so about 1730, while living in a village near Lichfield, and that by 1733 he had built a small working model near Sutton Coldfield. Needing capital, he entered into an association with Paul, the son of a French refugee, who moved from London to Birmingham and effectively appropriated the invention. Yet Paul's patent, dated 14 June 1738, describes 'many essays made by him for the space of several years last past, and at a very great expense'; Wyatt specifically refers to 'Thoughts originally Mr. Paul's' Paul's first licence of May 1739, to a Spitalfields weaver, names him as inventor and has Wyatt as witness.
Paul was, at any rate, the partner who succeeded in getting the new machinery into use. In 1741 or 1742 he converted a large warehouse in Birmingham into the first cotton mill, with the machine turned by two donkeys. But it was not a success; a larger mill of 1743 at Northampton, operated by water, suffered from lack of capital and mismanagement. Nonetheless, the invention was taken up by others, indicating that it had value; Daniel Bourn, who probably came from Lancashire, set up a mill at Leominster, then a significant textile centre, in the 1740s; Henry Morris, who entered into partnership with Bourn in 1743, installed the machinery at Brock Mill near Wigan in Lancashire, but also seems to have failed with it. The fact was that the machinery was far from perfect in detail. Arkwright probably never saw it, but undoubtedly knew of it; his own machine, based on the same principles, could have derived from it only in a very general way.
So, in an important sense, this was a false start. As late as 1760, there were only two working innovations: the flying shuttle, and a carding machine, used to draw out the fibres before spinning, which Kay had patented three years before his flying shuttle, in 1730. Paul too patented carding machinery in 1748; though it could not be worked continuously, it was used by Morris at Brock Mill and by Peel who used Hargreaves to install it. John Kennedy confirmed much later that carding machines had been the first practically successful inventions, in the 1750s; they could be built with a blacksmith's or carpenter's expertise. And Wadsworth and Mann argued that the carding machine alone would have allowed Lancashire to make considerable progress towards factory production and the use of power. Still, in 1760 spinning remained stubbornly unmechanized.
James Hargreaves was the next crucial figure. He was a weaver and also a carpenter in the Lancashire village of Stanhill, two miles east of Blackburn. He mayor may not have known of Wyatt's machine at Brock Mill. 'Though illiterate and humble, he was one of the greatest inventors and improvers in the cotton manufacture'; legend has it that he conceived of the jenny after seeing a traditional spinning wheel accidentally overturned, and noticing that wheel and spindle continued to revolve -hence the notion that it could continue to spin. More likely, Hargreaves was responding to a financial incentive. In 1760 the Royal Society of Arts in London started giving prize~ for invention because of labour shortage arising from the French wars. The Society offered prizes for cheaper and simpler spinning wheels, as well as for one that would spin six threads at once. The next year Hargreaves began work on his jenny, which in its first form would spin eight -though this may be coincidence. The scheme was discontinued three years later, too quickly for Hargreaves to claim the prize. What is probable is that he invented the jenny about 1765; what is certain is that by 1767 he was selling jennies to Robert Peel, a near-neighbour with whom he had worked before, and who had started calico printing in the area a few years earlier.
Hargreaves' Spinning Jenny: a simple machine that hugely raised the productivity of the domestic producer.
The irony was that the invention provoked riots, which the local authorities - perhaps because of a certain sympathy with the rioters -failed to suppress; Hargreaves abandoned the machinery-building business he was starting at his home in Ramsclough and fled to Nottingham, where he died in 1778. Yet the jenny soon had a profound influence in Lancashire, but virtually none in Nottinghamshire: the reason was that it was good for spinning the coarse Lancashire cottons and unfit for the finer knits of the Midlands. In its native land, it got taken up by improvers like Thomas Highs and another identified as Thomas Healey of Turton Tower near Blackburn; and here, its adoption allowed many humble men of limited means to become capitalists. Thus improved, from 1765 onward Hargreaves' jenny seems to have been widely adopted through the simple expedient of pirating; Hargreaves tried to sue for patent violations but failed. The jenny made a huge difference to the domestic system, because the earnings from weaving were equalled or exceeded, first by those of domestic spinners, then by the earnings of the factory occupations of the wife and children.
| The Innovators: (2) The Unique Contribution of Arkwright |
Yet the jenny could not have initiated the industrial revolution, because it was essentially a domestic instrument, easily and cheaply built. Without doubt, it is the huge figure of Arkwright to whom the world owes the critical transition. Huge in every sense; he sits, in the famous painting by Joseph Wright of Derby, the epitome of the coarse self-made man: the coarse, mean face, the huge pot-belly, the legs arrogantly astride, gloating in his new-found wealth. A contemporary story told that, staying in London, he met a nobleman who asked him whether he had not once been a barber; 'Sir', he responded, 'I was once a barber, and I am apt to conclude, had your lordship been a barber, you must have continued a barber still'.
Richard Arkwright: the barber-turned-industrialist, who 'borrowed' the invention of the water-frame and took cotton spinning into the factory.
Arkwright was equally admired and detested by contemporaries and by the generation that followed him. James Watt summed him up: ' As to Mr. Arkwright, he is, to say no worse, one of the most self-sufficient, ignorant men I have ever met with, yet, by all I can learn, he i~ certainly a man of merit in his way, and one to whom Britain is much indebted, and whom she should honour and reward, for whoever invented the spinning machine, Arkwright certainly had the merit of performing the most difficult part, which was the making it usefu1'. A contemporary in Bolton wrote of him: 'His genius for Mechanics was observed, it was perceived in his common conversation, which often turned on subjects of that kind'. Sir Robert Peel recalled that 'we all looked up to him, and imitated his mode of building',
Contemporary historians were, however, agreed that his great skill was in borrowing the ideas of others. Richard Guest wrote of him that 'With no original invention to boast of in the department of mechanics, to which he devoted himself, he possessed unwearied zeal and patience in obtaining the discoveries of others, and great skill in combining them and turning them to his own purposes' Edward Baines concurred that he had 'an unrivalled sagacity in estimating at their true value the mechanical contrivances of others, in combining them together, perfecting them, arranging a complete series of machinery, and constructing the factory system'.
To Baines we owe a celebrated character sketch, which shows Arkwright to be the epitome of the self-made entrepreneur, the man in a perpetual hurry in the pursuit of his designs.
The most marked traits in the character of Arkwright were his wonderful ardour, energy, and perseverance. He commonly laboured in his multifarious concerns from five o'clock in the morning till nine at night. He was impatient of whatever interfered with his favourite pursuits. Arkwright was a severe economist of time; and, that he might not waste a moment, he generally travelled with four horses, and at a very rapid speed. His concerns in Derbyshire, Lancashire, and Scotland were so extensive and numerous, as to shew at once his astonishing power of transacting business and his all-grasping spirit. His speculative schemes were vast and daring.
Arkwright was born in December 1732 in Preston. Though Preston later became an archetypal industrial town, it was not so in Arkwright's youth; 'Proud Preston' was an 'old borough' with records going back to 1328, and even a medieval guild town, and, with only five or six thousand inhabitants, it was noted for 'gentility' rather than for trade or industry. Aikin said that 'The place is rendered gay by assemblies and other places of amusement, suited to the genteel style of the inhabitants'; another contemporary described it as 'an elegant and commercial town, the resort of well-born but ill-portioned and ill-endowed maids and widows.
Arkwright, who had taken up the trade of wigmaker and barber, but also dabbled as a publican, moved to Bolton on his second marriage in 1761; his wife came from Leigh. Bolton was already almost wholly dependent on the manufacture of cotton mixed with wool and flax. And here, Arkwright must soon have heard about a crisis affecting the local trade. As the historian Guest put it, two generations later:
About 1760 the Manchester Merchants began also to export Fustians in considerable quantities to Italy, Germany, and the North American Colonies, and the cotton manufacture continued to increase until the spinners were no longer able to supply the weavers with weft. It was no uncommon thing for a weaver to walk three or four miles in a morning, and call on five or six spinners, before he could collect enough weft to serve him for the remainder of the day!
So, travelling constantly in and around a busy manufacturing centre like Bolton, Arkwright must have become aware of this discrepancy between supply and demand. He must have sensed the profit to be made by bringing machinery to spinning, and may have heard of earlier attempts.
Thomas Highs provided the solution, in the form of the water frame, or spinning by rollers. He was a reed-maker at Leigh, who engaged John Kay, a clock maker from Warrington (no relation to flying-shuttle Kay), to make him the wheels and other apparatus; they worked together in Highs' garret. Guest claims that Highs also perfected the jenny; he kept the water frame secret because he was poor and hoped to find financial help. Arkwright simply borrowed, or stole, the invention, as emerged in an epic trial of 1785. He had patented the discovery as his own in 1775, claiming that 'the petitioner was the first and sole inventor thereof, and that the same had never been practised by any other person or persons whomsoever, to the best of his knowledge and belief'. That patent referred not to spinning, for which Arkwright's patent of 1769 had expired two years earlier, but to the preparatory processes of roving and carding; and it depended on essentially similar principles.
At the trial John Kay described his meeting with Arkwright in 1768 in Warrington. Arkwright had asked him to do a few small jobs.
The third day, or the fourth, he came again, and wanted something else; I did him those things; and he asked me, when I had done, if I would drink a glass of wine with him in Dale Street? I went with him; in our discourse, he asked me, If mine was a profitable business? I said, It was not; he asked me, what I could get a week? I told him about fourteen shillings; Oh, says he, I can get more than you: I said, what business may you be of, he said, '1 was a barber, but I have left it off, and I and another are going up and down the country buying hair, and can make more of it'. We were talking of different things, and this t!ling came up, of spinning by rollers -he said, that will never be brought to bear, several gentlemen have broke themselves by it. I said, I think I could bring that to bear; that was all that passed that night. The next morning he comes to my bedside, and says, Do you remember what I told you last night, and asked, whether I could make him a small model, at a small expence? Yes, says I, I believe I can; says he, if you will, I will pay you. I went and bought a few articles, and made a small wooden model, and he took it with him to Manchester, and in a week or fortnight's time, I cannot say which, he comes back again, and I made him another.
Q. Before you go further, who did you get the method of making these models from?
A. From Mr. Hayes, the last witness.
Q. Did you tell Mr. Arkwright so?
A. I told him, I and another man had tried that method at Warrington.
Highs, there called Hayes -spellings of names tended to vary freely in those days -was the star witness. He told how he had finally managed to confront Arkwright, some years later, in Manchester, through the agency of a friend:
A. ...he brought him in, I remember, into a little apartment, I believe the parlour of the house; we fell into some conversation about engines. and I began to tell him he had got my invention. I told him, I had shewn the model of it to john Kay, the method I intended to use the rollers, because john Kay's wife had told me that before, how it happened, and Mr. Arkwright and them could never deny it. I told him, I had been informed that he had hired Kay, for twenty or twenty-one years, for about half a guinea a week, or something more, I don't know what. I told him which way she told me he came by it.
He said very little about it: when I told him, he never would have had the rollers but through me, he put his hand down in this way, and never said a word. he put his hand in this manner, I remember very well in this manner, to his knee, and that was the answer he gave; also he told me, when I told him it was my invention, Suppose it was, he says, and if it was, he says, if any man has found out a thing, and begun a thing, and does not go forwards, he lays it aside, and any other man has a right in so many weeks or months (I forget now) another man has a right to take it up, and get a patent for it ...I cannot tell how that is, says I, for I never was much concerned in law.
After thus purloining the invention, but having no money, Arkwright returned to Preston and applied to a friend, John Smalley, a liquor merchant and painter, where he fitted a machine up in the parlour of a house belonging to the Free Grammar School. His first patent of 1769 stated that he 'had by great study and long application invented a new piece of machinery, never before found out, practised, or used'. At the trial Kay told how, in Preston in 1767, he had entered into a bond with Arkwright, not to do anything in this way of business. They were both then poor, but 'he got assistance to join him in this affair, and I agreed to work for him as a servant. To serve him so many years'.
The jury, without a moment's hesitation, brought in their verdict for the Crown. Arkwright tried to appeal to the Court of King's Bench for a new trial, but the motion was firmly rejected; on 14 November 1785, Arkwright lost his patent rights.
Meanwhile, Arkwright had taken some strange decisions which did him no good. Most significant, in 1768 he decided to leave Lancashire for Nottingham, to enter into partnership in a mill there. He had several reasons, but the most pressing was that in Lancashire his invention aroused intense hostility among all classes. In and around Blackburn there were riots against the new machinery, and the manufacturers left; later, in 1779, Arkwright's mill at Birkacre, near Chorley, was destroyed by a mob in the presence of a powerful body of police and military, without interference, and Arkwright gave up plans to manufacture there.
Hargreaves too moved to Nottingham: cotton yarn was widely used in hosiery, and in the late 1760s the problem of supply was acute; trade there was suffering from the competition of Tewkesbury. Arkwright had traded in hair at Wirksworth, north of Nottingham, for some time, perhaps getting to Nottingham, where he would have heard of the crisis. But in any event, Arkwright may well have felt that he wanted to put a significant distance between him and Highs.
In Nottingham, it seems that Arkwright -accompanied by SmaIley, his Preston backer, and Kay -went to Wrights, the local bankers, who helped them in return for a share of the profits; they advised that he go to Samuel Need, the wealthiest clothier in Nottingham, who called in Jedediah Strutt, the leader of the Derby trade; in 1771 Arkwright and Strutt entered into partners. The merger of these two huge entrepreneurial talents was momentous; Nottingham should logically have become the seat of the cotton industry, and doubtless would have done so had steam power been available, since it already had coal, iron, skilled artisans and cheap labour. Arkwright and Strutt first concentrated on producing yarn for the stocking-frame knitters, but in 1773 Strutt suggested that they start to make the warp yarn in calicoes, which greatly increased demand. Their first cotton mill, at Nottingham, was driven by horses; most production was soon transferred to a new mill at Cromford, a remote location on the River Derwent, 12 miles {19 kilometres) north-west of Nottingham. Then came the first of four splendid mills at Belper, close by on the Derwent, where ample power existed. Soon Belper concentrated on the hosiery yarns, Cromford on warp yarns {'twist'). More mills were soon built; within the next few years they were found at Cressbrook {1779) and Ashbourne {1781). Arkwright had mills at Bakewell {1782), Wirksworth {1783), Masson near Matlock {1784), and Cromford {where he built a second mill in 1777). In 1789 Strutt was employing 600 at Belper, by 1802 1200-1300. In all, the Derwent Valley and its tributaries had well over a score of cotton mills by the 1780s; a map of the early mills shows the existence of what could be called an' A6 axis' (though the road did not then exist in parts) in the distribution of the early factories, following a line from Derby up to Chorley in Lancashire. When the partnership was dissolved in 1781, Strutt retained the Derby mills, the Old Mill {1778) at Belper and the Milford Old Mill of 1780; he built a Belper North Mill in 1786.
The critical question, which has intrigued economic historians for decades, is why Arkwright should have moved to such a remote place as Cromford. Even two centuries later, his mill a tourist attraction twenty minutes off the MI, it feels oddly located for such a huge enterprise. Perhaps he chose this place because he found it difficult to achieve the pinnacles of Nottingham society; Cromford was near Matlock, a major social centre. It is a legend that he chose the site because of the warm-water sough from the Cromford lead mines; Cromford proved a poor site for water power, which Arkwright would have known if he had had any technical understanding. Later, at Masson Mill {like Strutt at Belper and Milford), he made good use of the Derwent, 'cradle of the: Industrial Revolution' which was stepped by great weirs almost from its source to its confluence with the Trent. The only other attraction of the site was its isolation, which could have been good for developing new techniques in secret, and relatively safe from rioting spinners and knitters; but these were small advantages compared with the handicaps of transport costs and remoteness. By raking the industry out of Nottingham, in fact, Arkwright may have blown away the early East Midlands lead in textile production, produced by pioneers like Lombe, Paul, Hargreaves, Arkwright himself, Strull and Cartwright. The area had banks, mechanical and metallurgical skills, and resources. But
Without a doubt, Arkwright's choice of Cromford for the major location of his mills cut him off from the leadership of the cotton-spinning industry by isolating him from the markets and technical progress of the major centres of the textile industry, particularly Nottingham and Manchester. The move to Cromford was made against the wishes of Need and -to judge from his choice of sites -without enthusiasm from Strutt.
Apart from the isolation from technical developments, Arkwright's Derwent mills suffered from high transport costs and uncertain delivery dates, which outweighed the advantages of cheap water power or cheap labour, and proved fatal when the industry became highly competitive in the late 1790s. Cromford had no communication by water; the London-North turnpike ran to the east through Brassington; the direct route between Cromford and Derby ran over the moors and the present A6 did not exist until 1820. There was no existing village; so labour was scarce, and Arkwright was advertising, in 1771, for 'two Journeymen Clock-Makers, or others that understands Tooth and Pinion well: also a Smith that can forge and file. -Likewise two Wood Turners that have been accustomed to Wheel-making, Spole-turning, &c. Weavers residing at the Mill, may have good Work. There is Employment at the above Place, for Women, Children, &c. and good Wages'. High wages were not enough: Arkwright had to offer employment for the whole family, housing, a public house, a weekly market and garden allotments in order to persuade people to move from Derby, Nottingham, or Manchester; staff turnover remained high. II, sharp contrast, in the cities there was no problem of recruitment; Manchester at the end of the century had plenty of applicants, who even found it hard to get work.
There are, in any event, clear signs that Arkwright lost technical leadership after 1784: he failed to modify his warp-frame to spin worsted, he failed in his first attempt to apply rotary steam power to his frames, and he failed to adopt the mule. The Strutts, in sharp contrast, continued to develop, add that must have been partly a matter of location; Arkwright had deliberately cut himself off from the two networks of urban innovation in Nottingham and Manchester.
But of these two, the Manchester region was progressively developing important external economies in cotton manufacture, which the Midlands lacked. Over a long period it had developed a whole infrastructure of specialists in importing and selling cotton and providing credit facilities, as well as in building and developing the specialized machinery needed by the industry; as seen, Nottingham lacked all this. Manchester had also developed critical cross- relationships with the engineering industry, which were lacking in the Midlands; here, the merchant-hosiers understood only the commercial side of business, and lacked the crucial technical skills.
If the move to Cromford proved Arkwright's vulnerability, what then was the nature of his achievement? It is hard to pin down, because nothing he did was completely revolutionary. But it is nevertheless huge, because it entailed the transformation from a domestic system to a factory system of production. It consisted in two elements: the deliberate use of technology to foster the factory system; and the successful organization of that system, above all, the securing and the training of a labour force that by definition had no previous experience of industrial life.
Technologically, the invention he appropriated -spinning by rollers -is significant because it alone could facilitate the growth of factories. The earlier spinning inventions essentially connected together the parts of the spinning wheel which had been familiar for centuries; they could be made by any intelligent man with enthusiasm and vision. The jennies were first used by country spinners on a small scale, twelve spindles being thought a major operation; small jennies were mainly operated by women or children, though larger ones with more than eighty spindles were put into factories, monopolized by capitalists -hence the anti-jenny riots. As seen, the jennies eventually transformed the domestic system by massively boosting its profits.
To be sure, the water frame was not as uniquely novel as that. Just as the jenny could be appropriated for the factories, so the water frame -as the replica in the Science Museum in London shows -could be used domestically. But one member of the partnership -probably Arkwright, since it was in character -must have realized that if this happened they would lose their patent through piracy. By restricting the patent to units of one thousand spindles, it could be used only in a factory: a vital decision, which economic historians seem to have missed. But it was not missed by contemporaries: The Workers' Complaint to Parliament, around 1779, already bemoaned the fact 'That the Jenneys are in the Hands of the Poor, and the Patent Machines are generally in the Hands of the Rich'; the machines were a monopoly 'for the immense Profits and Advantage of the Patentees and Proprietors'.
As its name indicates, the water frame needed water, and water power created the factory system. For, where water power was required, it was good economy to build one mill, and put up one water wheel, rather than several. This arrangement also allowed the master spinner to superintend every stage of the manufacture. In addition, mechanics must be employed to service and mend the machines, and their time could not be fully employed if there were only a few.1°s 'A large mill- and hence much capital- and a constant stream of water, though comparatively unimportant for a long time in weft-spinning, soon became essential to the successful employment of the water-frame'.
Arkwright's achievement was not, however, just a matter of technology; it was a question of organization. 'The jenny simply multiplied human hands while the water-frame was a substitute for human skill', which brought in a lower class of labour: unskilled adults, male and female, young persons and children. Eventually, these mechanized processes would produce an astonishing gain in productivity: 3000--4000 percent over the old distaff method. True, Arkwright did not originate the factory system; Sir Thomas Lombe, in his silk-throwing mill of 1719 at Derby, in turn based on an Italian model, has that distinction. Arkwright's mills, then, 'were not of a new genus': they had been anticipated not only in Derby, but in imitations at Macclesfield and Stockport, and in Paul's Northampton cotton mill, for fifty years previously; all anticipated Arkwright in the way they drew on unskilled women', and children's work in country districts, their use of water power, and their employment of distant capital.
But that should not lead us to underestimate his achievement. Near-con- temporaries recognized it clearly enough:
The difficulties which Arkwright encountered in organizing his factory system, were much greater than is commonly imagined. In the first place, he had to train his work-people to a precision in assiduity altogether unknown before, against which their listless and restless habits rose in continual rebellion; in the second place, he had to form a body of accurate mechanics, very different from the rude hands which then satisfied the manufacturer; in the third, he had to seek a market for his yarns; and in the fourth, he had to resist competition in its most odious forms.
Even there, the new system shared some features with the old. In the putting- out system as well as in the factory system, producers had to organize and monitor production; centralization and a central power source, too, could coexist with a domestic system. The critical change was in the role of the capitalist; in the factory he took charge of the work process, regulating hours and pace of work, administering discipline, organizing the flow of goods and the movement of workers. The point was control over the process, including substitution of cheaper labour and driving it to the limit. But there were costs in doing this, above all in training labour. As one historian has put it: 'It is hard for one born in a mature industrial region, inhabited by a race of patient and disciplined factory workers, to realize the difficulties involved in the deliberate creation of a factory community, even where industrial habits and traditions are already well established among the local population'. There was more to this process than merely a new job and a new rhythm of work: 'there was a whole new culture to be absorbed and an old one to be traduced and spurned, there were new surroundings, often in a different part of the country, new relations with employers and new uncertainties of livelihood, new friends and neighbours, new marriage patterns and behaviour patterns of children and adults within the family and without'. Every contemporary account testifies to this problem. For most of their adult workers, the early factories had to rely on casual tramp labour. An additional Source was the workhouse, which supplied pauper apprentices. Peel employed nearly a thousand around Bury, and Oldknow like Peel brought children from London. They were not kept because they were cheap; they were often more trouble than they were worth, but their labour was vital to the operation. In short, 'Dispossessed tenants and domestic workers, apprentice children, discharged soldiers, in short the poorest of the poor, were put to work on the newly invented machines; it is well known, that only the utmost need would drive the worker into the factories, where the regulation and the iron discipline alone seemed far worse than the unregulated misery of the domestic worker'. Workers were extremely averse to take up factory work, and they were not impelled by economic inducements. 50 'no frontal attack could be made on the more difficult problem, the creation of work discipline. What was needed was regularity and steady intensity in place of irregular spurts of work; accuracy and standardization in place of individual design; and care of equipment and material instead of pride in one's tools. None of this came easily to the new workforce'. Notoriously, 'Throughout the manufacturing districts, mill owners were faced with the problem of keeping at regular work men who loved their independence and their ale'.
So Arkwright did achieve something, despite his legal failure and his wrong- headed decisions. He built a huge house near the Cromford works, where he could hobnob with the local gentry. According to one of them, Viscount Torrington, it was 'the house of an overseer surveying the works, not of a gentleman wishing for retirement and quiet. But light come, light go, Sir R has honourably made his great fortune; and so let him still live in a great cotton mill!' He died in 1792 worth half a million pounds; a huge sum for anyone in those days, let alone for a man who had started with nothing.
| The Innovators: (3) The Cases of Crompton and Cartwright |
The strange irony is that Arkwright achieved all this, and yet in the long term he achieved so little: the genius of cotton making flowered eighty miles to the north-west, around Manchester. One reason was that there was one more critical innovation to come in spinning, and in many ways it proved the most important of all. That was because Samuel Crompton's mule -as its name indicated- was a cross-breed which combined the drafting rollers of Arkwright's water frame and the spinning action of Hargreaves' jenny; many must have thought of it before, but Crompton's inherited skills and grasp of the technology were such that he had the confidence to apply his talents to the problem. Indeed, his contemporary Kennedy recalls that 'he often stated to me, that when he constructed his machine he knew nothing of Mr. Arkwright's discovery' The fact that he used little metal, compared with Arkwright, proves this.
Roberts' Self-Acting Mule: sixty years later, the machine acieves the triumph of the factory system.
Samuel Crompton came from farming stock and grew up in Hall i' th' Wood, a splendid half-timbered structure outside Bolton which has long become a museum to his invention. Bolton was already a leading cotton market, second only in importance to Manchester. Crompton, as a nineteenth-century biographer described him, was a shy, withdrawn but intensely thoughtful character; two centuries later, he would have been recognized as a nerd He described his own progress: 'About the year l772 I Began to Endeavour to find out if possible a better Method of making Cotton Yam than was then in Generall Use, being Grieved at the bad yam I had to Weave. But, to be short, it took me Six years, that is till the year 1778, before I could make up my mind what plan to Adopt that would be equal to the task I hoped it would perform. It took from 1778 to 1779 to finish it'.
The irony was that he then could not meet the demand, and the Hall was besieged by manufacturers and others, some coming to buy yam, others to try to find the mystery of the new wheel, some climbing on harrows and ladders, so that Crompton had to erect a screen; one observer got into the cockloft and observed him through a gimlet hole. 'He often said, that what enjoyned him most was, that he could not get leave to enjoy his little invention to himself in his garret'. The fact was that no sooner had the mule been invented, than an almost endless series of improvements began lO be IIlaJ~ to it; Crompton himself dropped out of the competition. The first was by 'an ingenious mechanic, Henry Stones of Horwich', who brought in metal rollers and clockwork. Down to 1783, there were probably not a thousand spindles of Crompton's construction, whilst the jenny 'had spread throughout a circuit of forty miles in extent, including Blackburn, Bury, Oldham, Ashton, and Stockport' Once the Arkwright patent fell, its combination with Crompton's machine meant that 'every on~ who had the slightest talent for constructiveness or appropriateveness fell to work to improve this process'. Baker of Bury put vertical cylinders or drums in the carriage, and then improved the motion to the rollers. James Hargreaves of Toddington developed a way of bringing out the carriage. In the 1780s came the billy, which combined the principles of the mule and the jenny and allowed high-quality rovings to be made. William Kelly of New Lanark may have been the first to apply power; McConnel and Kennedy in Ancoats were also heavily involved. Wright of Manchester and Benjamin Butler of Bolton were also notable improvers; after 1790, Horrocks of Preston seem to have been the leaders in applying steam power to mule spinning.
A contemporary observer brilliantly caught the nature of the process:
For, if in the course of their working the machine, there was any little thing out of gear, each workman endeavored to fill up the deficiency with some expedient suggested by his former trade; the smith suggested a piece of iron, the shoe maker a welt of leather, &c. all which had a good effect in improving the machine. It would be vain to enumerate all the little additions to Crompton's original machine; also, as they arose so much out of one another, t is impossible to give to every claimant, what is exactly his due for improvements.
After 1800 came a spate of self-acting machines. The idea was to automate the reciprocal motion of the mule, which down to then must be done by a series of hand movements. None proved successful until the invention of Richard Roberts, a Welsh-born Manchester millwright; trained by Maudslay in London, he set up shop in Manchester in 1816 or 1817 pursuing a very successful career as inventor; he developed and patented the self-acting mule in 1825 at the request of the manufacturers who were afflicted by strikes of spinners, especially one of 1824; until it came, the whole process depended on them. Nasmyth, Roberts, Whitworth and Bodmer all graduated to Manchester at about this time.
Directly and indirectly, Crompton's mule had an immediate and huge impact. It was quite cheap, compact and light, so that it could be hand-operated in an ordinary house; so, for years, it remained a domestic piece of machinery rather than an adjunct to the factory system. The lack of a patent or monopoly greatly helped. So many men rose from operating one mule to become major
" , 0 )' -.~...,~- .".~ "~~.V"J °JO"-U.. "" U.C;
incentive to increase scale was very great. Crompton operated 48 spindles; by 1825 there was a 600-spilldle l1lult: operating at twice the speed and needing 32 times as much power, but requiring only one man and two boys. The cost of spinning was reduced by a factor of 95 per cent between 1780 and 1810 alone.
So Crompton’s invention was enormously influential. Ironically, it did very little for him. The manufacturers reneged on their promise to subscribe, making him a somewhat moody and distrustful man. Moving to a farm north of Bolton, he combined farming and spinning, getting a high price for all his yarn. He found he could not employ people and teach them the trade, without their leaving and setting up in competition. In desperation he cut up his spinning machines for other purposes. Compared with Arkwright, Crompton seemed to start life with all the advantages: he had a comfortable start and good education; he was both a good mathematician and an accomplished musician. But, as he ruefully admitted, '1 found to my sorrow I was not calculated to contend with men of the world. I found I was as unfit for the task that was before me as a child of two years ago to contend with a disciplined army'.
The last significant innovator was also the most oddball of them all. Edmund Cartwright was born in 1743; educated at Wakefield Grammar School and University College, Oxford, he aspired to a career in the navy, but as two of his brothers were already naval officers, he went instead into holy orders. He took up an incumbency in the living of Goadby Marwood, Leicestershire, in 1779, and experimented in farming.
Then came a remarkable moment of serendipity, when Cartwright heard of Arkwright's new machinery.
In the summer of 1784, Mr. Cartwright happening to be at Matlock, in Derbyshire, became, during his visit there, highly interested in the progress of those ingenious manufactures, which not many years before had been established in that immediate neighbourhood ...[in] the accidental OCC1JrrenCe of a conversation at the public table. It was observed by some of the company present, that if this new mode of spinning by machinery should be generally adopted, So much more yarn would be manufactured than our own weavers could work up, that the consequence would be a considerable export to the Continent, where it might be woven into cloth So cheaply, as [0 injure [he trade in England.
Cartwright replied that the answer would be to mechanize weaving; practical men from Manchester doubted it ever could be done, because of the variety of movements involved. But Cartwright disagreed; immediately on return home, he started to work on a machine. To everyone's surprise he was successful, and he took out a patent in April 1785.'
Cartwright's discovery is surprising, because unlike Kay, Hargreaves, Arkwright, and Crompton, he had no background at all in textiles. He was forty- one when he met the Manchester businessmen, and beyond making some improvements to an agricultural machine at his father's home in a college vacation, he had no experience of machinery or inventing anything. This gave wry amusement to contemporaries. The merchant Samuel Salte wrote to the manufacturer Samuel Oldknow, on 5 November 1787: 'Mr. Cartwright was once Professor of Poetry at Oxford & really was a good Poet himself. But it seems he has left the Barren Mountain of Parnassus & the fountain of Helicon, for other mountains & other Vales and Streams in Yorkshire & he has left them to work in the Wild large & open Field of Mechanics -be it so, and may his schemes prosper & fill his purse with Cold'.
In 1785, inheriting property in Doncaster, Cartwright moved there, 'finding skilful workmen more attainable than in a country village'. Early in 1786 he went to Manchester, 'partly with a view of engaging some of the superior workmen of that place to assist him in the construction of a more perfect model of his machine'. By May of that year, despite problems with the workmen, he had devised an improved model which stopped if the thread were accidentally broken. His competitors adopted various devices to try to block him from manufacturing, as well as pirating the machine and seducing his workmen. The upper class of Doncaster considered that by inventing machinery he had abandoned his caste. He suffered major reverses, was forced to give up the Doncaster works in 1793, and in 1796 moved to London.
Nevertheless, the power loom was improved: by Grimshaw of Gorton at a factory at Knott Mills, Manchester; and by two proprietors in Clasgow.146 A machine to dress the warp before entering the machine was developed by Radcliffe and Ross of Stockport, who took out the patent in 1802 in the name of Thomas Johnson of Bredbury, a weaver in their employ and 'an ingenious ut lsslpate young man .
| Lancashire: The Innovative Milieu |
Here then is a striking contrast between the careers of three of the heroic inventors of the first industrial revolution. Arkwright harvested the rich inventive soil of Lancashire, but then moved from his roots, progressively isolated himself, and ceased to innovate. Crompton wanted to remain alone, but was besieged by those who would borrow his invention; they not only borrowed it, but borrowed from each other, ceaselessly improving it. Cartwright lived and worked outside either of the two major textile districts, and failed. That suggests a profound difference in the social and cultural environment within which these three figures worked. And indeed, on deeper examination the region around Manchester proved to have a set of attributes which were highly unusual, and in combination unique. In the event, they proved crucial in allowing it alone to succeed, establishing that region and no other as the crucible of the factory system.
The first and most basic point is that earlier proto-industrialization had bequeathed to Lancashire a very special social structure. Lancashire entrepreneurs were overwhelmingly of the middle ranks, much more than in the Midlands. Katrina Honeyman's analysis shows that in 1787, only 29 per cent of the county's factory owners belonged to Social Class I, top people, while an overwhelming 64 per cent were in Class 11, the middle; Derbyshire recorded 38 and 57 per cent, Nottinghamshire 40 and 46 per cent. Out of 92 Lancashire mill-owners, 65 had previously been in textiles; most had been moderately successful owners of workshops. And this remained the case a quarter-century later, in 1811. There was upward social mobility, from Class II to Class I, but few made it from bottom to top.
True, not much capital was needed to enter: there were relatively few purpose-built cotton mills before 1815, and a cotton trader of modest means could rent a second-hand corn mill or even a converted house; even the biggest, like McConnel and Kennedy, started this way. French wrote that 'Many industrious men commenced business with a single mule worked by their own hands, who as their means increased, added to their machinery and progressively extended their business'. Venture capital could be provided by a 'sleeping par mer', often working in the same field, who could bring the firm not only fresh capital but also perhaps technical experience and an order book. Not all sleeping partners had the necessary expertise, though; many were landowners. And some were unsuccessful.
Nonetheless, capital must be found somewhere. The humble individual was in no position to find a moneyed sleeping partner; so capital was not easily available to those most needing it. Working capital to buy the materials and pay the workers, especially, was a problem that often ruined the small man. This was a problem similar to that faced by the putters-out, which may explain the dominant social origins of the new industrialists: the leaders of the domestic industry controlled the sources of capital. Honeyman's evidence indicates that merchant capital preponderated, and a large-scale migration of capital occurred from other sectors of the textile industry, such as fustian and calico manufacturers. Most of the capital was derived locally, from workshop production, little from outside. Both fixed and working capital were often raised from fellow-traders; a kind of mutual aid prevailed. And, by 1811, the Arkwright- type establishments needed initial fixed capital requirements that were beyond the reach of the small man, though credit for working capital had become easier to obtain.
The evidence is fairly overwhelming that Lancashire capitalists tended to generate their own capital. Even the leading firms could find credit a problem. The desperate need was for local provincial banks to provide short-term credit, often on the security of buildings or land, and to discount bills of exchange. But, early on, Lancashire was a century behind Nottingham in this regard. , A large and constantly changing body of entrepreneurs, trying to sell increasing quantities to more distant and more dispersed markets, was serviced by a financial system whose members were characteristically inexperienced, insecure, and unprepared to meet the unprecedented developments in industrial and overseas markets'. The first Manchester bank, Byrom, Allen and Place, collapsed in 1778.
Exports were a particular problem: the strains of export finance were such that by the end of the Napoleonic Wars, a specialized system had developed; a small group of London and foreign merchants, called acceptance houses or merchant banks, provided export finance, while market expertise was provided by commission agents. 'The principal constraint on the growth of cotton firms, taking the century 1760-1860 as a whole', Stanley Chapman concludes, 'was clearly the difficulties and cost of marketing'. Before the advent of growth-stock banks and acceptance houses, the institutional financial capital of the northern manufacturers was weak. A handful of pace-making families - Arkwrights, Peels, Fieldens, Horrockses, Cunliffes, Grants -secured connections; others cultivated London capital but lacked connections during the halcyon years 1780-1810. And indeed, the problem is not surprising. Public belief in the profitability of the industry was not sufficient to tempt big capital inflow: credit machinery was undeveloped, markets were crude in their organization, and productive methods were in a state of change; much depended on the character of the master; hence, only those who knew the borrower and his market would lend their capital.
In these circumstances, it was no wonder that the leaders of that industry came from previous small trading and manufacturing backgrounds. There was thus, as one historian has put it, 'a kind of endogenesis: industry bred a large number of the leaders who "revolutionized" it'. That the industry recruited its leaders from within is understandable, because of the technical and business knowledge necessary for success; the new industrial society thus simply replicated the old pre-industrial one. This supports the thesis that at that time, the entrepreneurs emerged not from top or bottom, bur from a middle class who craved status and saw entrepreneurship as the way to achieve it. By the 1830s, 'The Lancashire textile master was not a man of great scientific attainments or humanistic learning, but had acquired literacy, a combination of classical and "useful" knowledge, some science, much religion, and not a little gentility'.
The first Robert Peel, 'Parsley' Peel, is emblematic of this first generation of industrialists. He was born at the family farm of Peel Fold outside Blackburn and was educated at Blackburn Grammar School. But the Peel family were not really yeomen farmers; nearly all the Blackburn calico printers, cotton spinners, flax spinners and merchants who can be traced prove to come from the 'chapmen' or dealers in the local cotton and linen cloth called Blackburn Greys; 'Parsley' Peel and his partners Edmund and John Haworth were active in it by 1760. Around 1750 Peel formed a partnership with his brother-in-law Mr. Haworth, to print calicoes; he found a partner with money, Mr. Yates. They founded Haworth, Peel, and Yates, who early effected spinning machinery improvements. Their original calico-printing works was at Brookside, a village two miles from Blackburn. Like Arkwright, Peel introduced mechanical improvements and developed the factory system. In 1772 Peel moved the centre of the operation to Bury, which was then emerging as the main calico-printing centre; in the early days at Bury, raising capital was the chief problem, but eventually it became the largest factory unit in Lancashire cotton, employing virtually the whole town. About 1787 he built an integrated spinning, weaving and printing works at Mill Hill, Bolton; innovations in printing cottons were by now taking place around Manchester, particularly in fine muslin. And, like Arkwright before him, Peel eventually moved his operation to the Midlands, specifically, to Tamworth, in 1790. At the junction of the Birmingham and Coventry canals, it had cheap coal, plenty of water, and labour at half Manchester wages. Ironically, it proved difficult to train up a labour force, and once trained, they went to Manchester.
What was important about Peel, as about Samuel Oldknow in Stockport, was his firm's dependence on fashion. 'The eighteenth century yielded nothing to the twentieth in the extravagance and caprice of its tastes and fashions in clothing. Within a matter of months a fad would take hold which called for immediate response, which was not possible without the most flexible commercial and industrial organization'. Peel copied designs from the most popular London patterns, at least until the short-lived Copyright Act of 1787; he was very fashion-conscious and would wait up at night for the coach bringing the London fashions once a week. Though at first in Bury there was no drawing shop, and only one draughtsman, later an elite of 'drawers' developed. But, at a Manchester meeting in 1786, it was said that three-quarters of Lancashire printed goods were consumed by the lower classes; hence the simple patterns of which the parsley leaf was the most famous. The customers of Oldknow, in contrast, were mainly people of fashion; goods were sold through the London merchant house of S. and W. Salte, whose correspondence makes clear the importance of the current vogue.
Many of these early industrial leaders were Dissenters, among whom the Congregationalists and Independents provided much of the mainstay and the wealth of liberal dissent; these archetypal cotton lords -the Barnses of Farnworth, Armitages of Salford, Eccleses and Pilkingtons of Blackburn -were wealthier and more urban-centred than their Methodist counterparts. That point is significant. As David Landes has argued, Nonconformists suffered
numerous disabilities in public life, so business was a natural outlet for energy and ambition; their faith, which stressed diligence, thrift and rationality, was often an advantage. They may also have impressed on their young a need for achievement. It is surely no coincidence that Dissenters were most numerous in the Midlands and North, or that a disproportionate number of leading entrepreneurs came from among them. Everett Hagen's study showed that English and Welsh Nonconformists contributed 41 per cent of the innovators in the industrial revolution, against 7 per cent of the population; that preponderance was especially true of manufacturing, where Nonconformists were fourteen times over-represented. And it seems probable that Nonconformity, particularly Congregationalism, stamped on its adherents a particular type of personality and a particular type of culture. In his classic analysis, Neil Smelser shows that Dissent was more widely accepted in the North, and the larger towns there were the main breeding grounds for Methodism; many entrepreneurs and inventors were Nonconformists, and the Manchester Literary and Philosophical Society, of Unitarian origin, had manufacturers and spinners as members; there seems to have been a close association between 'performance-centred' economic activity and Nonconformism.
| The Crucial Engineering Link |
There was, though, a more specific and hard-edged area in which Lancashire scored a clear advantage over its rivals: it was the synergy between mill-owners and mechanics.
In the era of proto-industrialization, and in the first factories, country millwrights could provide all the necessary skills to build and install horse wheels and simple water wheels; such basic machinery presented few technical problems and certainly required no advanced technical knowledge. In any event, by this time the millwright was 'an itinerant engineer and mechanic of high reputation', a master of a variety of tools and processes, and 'Generally, he was a fair arithmetician, knew something of geometry, levelling, and mensuration, and in some cases possessed a very competent knowledge of practical mathematics'. Such skills were widely distributed, for mills were everywhere needed. The millwork at Arkwright's first Nottingham factory, and that of others, was done by such a person, Thomas Lowe of Nottingham. Then, in the late 1790s -especially in Lancashire, where the greatest demand came -a new, more sophisticated millwright appeared, often educated at a Nonconformist academy, who had some theoretical knowledge.
Building mills was one thing; developing new machinery was another skill, of a different order. Early on, 'the making of cotton machinery had not become a specialised branch of industry, and there was a lack of experienced workmen'. Dobson and Rothwell began in Bolton in 1790, most a few years later; and machine-making was still done mainly in wood. At this point, most manufacturers had to make their own machinery, and started that way. During the 1780s many who later became famous -McConnel and Kennedy, Owen, Adam and George Murray, Henry Houldsworth -entered the trade as spinner- machine makers; several, significantly, were Scotsmen. But, as machines became more expensive and complicated in the early 1790s, they increasingly required specialists to build them, so the specialist machine-maker developed. In some cases, mill-owners made partnerships with men having mechanical skills.
But Lancashire had a unique advantage, in the close juxtaposition of the textile and engineering trades. In south-west Lancashire between Wigan and Warrington, and between Liverpool and Leigh, there was an old tradition of small shops attached to houses, which made brass and pewter ware, watches and clocks, tools, nails, locks and general hardware. Wigan braziers made metal for watches and clocks and metal parts for mill and other machinery, from the sixteenth century. A major watch and clock industry in Liverpool, Prescot, St Helens and the intervening villages on the north bank of the Mersey, sprang up in the second half of the eighteenth century and achieved its greatest importance in the middle of the nineteenth; it was highly specialized, with Prescot and the villages making the parts, and final assembly in Liverpool. Lancashire watches were in great demand, fetching three times the price of a London one, and with 150 completed each week in Liverpool in 1800.
This watchmaking tradition was an old one, developing by the early seventeenth century; the earliest recorded watchmakers in the Toxteth Park area were Nonconformists. There is no explanation as to why this tradition should have started 200 miles from its main market, though Nonconformist traditions may provide part-explanation. The industry gained much support from the strength of the local toolmaking industry, which extended from small tools to machinery that performed the operations more accurately than by hand, of which the wheel-curring machine was the most important. And this activity seems to have been crucial, in developing an independent tradition of skilled engineering, as sophisticated in its way as the better-known examples in Birmingham or in London. But here it was semi-rural, like the origins of the cotton industry itself: outworkers on their small farms made watch parts, and thus helped to generate wealth; their employer~ gained business skill, a branch of precision engineering was developed, inventiveness was encouraged, and new machines, like that for cutting wheels, increased productivity.
Thus there was increasing industrial divergence between the west and east of the county, which may have stood Lancashire in good stead later. But clockmakers, not watchmakers, seem to have been those in demand in the factories; indeed, early cotton mechanics were usually known as clockmakers. The watchmakers were generally too specialized, employers complained.
The real centre or fulcrum of this complex of engineering trades lay a little to the east of the watchmaking complex, in Warrington and neighbouring Ashton-in-Makerfield. The metal trades of Warrington and neighbouring places like Prescot {which specialized in watch-parts), Chowbent and Leigh {which made nails) and Ashton-in-Makerfield {which concentrated on locks and hinges) had long been established, and the craftsmen of this region were renowned for their skill. Warrington lay at a critical nodal point, on the high road from London to Carlisle and Scotland, and on the crossroad from Chester to York, close to a coalfield and at the head of the tidal navigation and lowest bridgepoint of the Mersey. Aikin described it as 'one of the principal thoroughfares of the north, being the only entrance from the south to all the north-western part of England, and the busy port of Liverpool'. Liverpool-London stagecoaches passed twice daily six days a week, and carried small parcels; wagoners did the basic transport job, generally in a series of short local hops. The eighteenth- century Lancashire engineering complex reached its apogee with Stubs of Wartington. In file-making, by the 1830s, Stubs' work was held to be better even than Birmingham's. The work was organized on the putting-out system: the merchant provided the small master with much of his circulating capital.
By the 1770s, though, Manchester was beginning to develop its own specialist trades. In the earliest directory of 1772, no engineers are found, only one millwright and one founder; but there are about a dozen watch- and clock- makers, and about the same number of tinplate and wire workers {though woodworkers are much more numerous). The growth of these ancillary trades is already evident in comparing directories of 1772-3 and 1781: ironmongers, braziers, brass-founders, smiths, clock- and watchmakers, tinplate and wire
workers and pin makers are listed, as well as many woodworkers. Some specialists are found: two loom-makers, two shuttle-makers, a dozen reed- makers. Later directories of the 1780s show a striking growth of specialized engineering for spinning, though weaving remained the province of the hand loom. The first reference to 'engineer' comes in 1797.
A contemporary account {from Bolton) refers to 'a medley of trades' necessary to build a spinning mill at the end of the eighteenth century; the millwright was still preeminent, but there were also many others who had left their trades for better wages. And 'by degrees, a higher class of mechanics such as watch and clockmakers, white-smiths, and mathematical instrument-makers, began to be wanted'. Aikin in 1795 recorded that 'The prodigious extension of the several branches of the Manchester manufactures has likewise increased the business of several trades and manufacturers connected with or dependent upon them'. 'To the ironmongers shops, which are greatly increased of late, are generally annexed smithies, where many articles are made, even to nails'. Bateman and Sharrard had a large iron foundry in Salford, 'in which are cast most of the articles wanred in Manchester and its neighbourhood, consisting largely of large cast wheels for the cotton machines; cylinders, boilers, and pipes for steam engines; cast ovens, and grates of all sizes'. 'Mr. Sharrard is a very ingenious and able engineer, who has improved upon and brought the steam engine to great perfection'; supplying most of the local market, mainly with small, compact, almost noiseless machines. 'The tin-plate workers', Aikin wrote, 'have found additional employment in furnishing many articles for spinning machines; as have also the braziers in casting wheels for the motion-work of the rollers used in them; and the clock-makers in cutting them. Harness-makers have been much employed in making bands for carding engines, and large wheels for the first operation of drawing out the cardings, whereby the consumption of strong curried leather has been much increased'.
The result was something of a crisis in labour supply. There are innumerable advertisements in the Manchester Mercury, from the 1770s onwards, for trades and also for tools and equipment; smiths' and clockmakers' tools are often mentioned. There was a 'great want' of good workmen: by the 1790s it was reported that it was impossible to get good millwrights, turners and filers in Manchester, and wages of engineering workers were 50 per cent higher than Birmingham. So craftsmen -smiths, joiners, shoemakers and others -were attracted from as far as London.186 Clockmakers were especially important, for the lathes and wheel-cutting engines for making large clocks could easily be adapted to making the moving parts of textile machinery; Aikin in 1795 said of water frames: 'These machines exhibit in their construction an aggregate of clockmaker's work and machinery most wonderful to behold'. Several inventors were clockmakers, including James Taylor of Ashton-under-Lyne and John Kay of Warrington who helped Arkwright; though Peter Ewart, a well- known Manchester engineer and cotton spinner, stated that the watch-tool and movement makers around Prescot and Warrington, though highly skilled craftsmen, were so specialized that they needed to learn a lot when they started on cotton machinery. So Lancashire had a head start here: 'The presence of a considerable body of skilled craftsmen, trained to work in metal to a high pitch of accuracy, was undoubtedly a great help to machine-making and engine- building in Lancashire, particularly after 1800 when the expiry of Watt's steam- engine patent gave rise to an increasing number of engineering firms'.
These early machines were mainly of wood, copper and brass, and were made and repaired by millwrights, locksmiths, tinsmiths, and the makers of instruments and clocks. But with cheap iron a new kind of foundry began to appear in the 1780s. Bateman and Sharrard cast large wheels for cotton machines, and cylinders, boilers and pipes for steam engines. Engineers began making one machine, then diversified; thus the Bolton firm of Dobson and Barlow was set up by partnership of Isaac Dobson and Peter Rothwell in 1790, to make mules; they were then made of wood, and the twenty employees were mainly joiners; but by 1825 mules were practically all-metal contrivances. Another notable firm, Galloways of Knott Mill and Ardwick, was founded by William Galloway in 1790 to make water wheels and general mill gearing. William Fairbairn, a St:ot, started with James Lillie to make machinery - especially water wheels -in 1815 in Ancoats!
Much of the early textile machinery was designed and built under the direction of the mill-owners, who combined the two activities well into the nineteenth century. And here lay the great strength of Lancashire: 'It was the community of Manchester mechanics that rapidly outpaced the Midlands industry'. Significantly, several of the most successful Manchester mule- spinners were originally machine-builders. Peter Atherton, originally a Warrington instrument-maker, was approached by Arkwright and Kay for help with the first water frame, and continued to make machinery until his death in 1799. Many of the Lancashire cotton spinners were originally machine-makers and engineers: James McConnel and John Kennedy, Adam and George Murray, were all from the same district of Galloway in Scotland and migrated to Lancashire in the early 1780s to be apprenticed into machine-making with McConnel's uncle, William Cannan, of the firm of Cannan and Smith of Chowbent near Wigan; the founder was originally a carpenter. McConnel and Kennedy's work included clock-making. They finally left Scotland in the late 1780s and entered textile engineering in Manchester, combining this almost from the start with cotton spinning. There, in 1791, they set up in partnership with the Sandford brothers, sleeping partners who put up most of the original capital; after some difficult years they dissolved the partnership with the Sandfords in 1795, forming a partnership together. Their history shows how it was possible to start in the cotton trade without much capital.
There is a striking contrast here with Nottingham. With the exception of the Strutts, and perhaps Davison and Hawksley, the textile/engineering combination did not occur in the Midlands; the merchant hosiers understood only the commercial side of their business. And they were dominant, whilst in Manchester and the West Riding much of the enterprise came from the 'small man' who had himself worked on the jenny or loom, and who made the vital innovations.
Down to the start of the nineteenth century, almost all parts of machinery had to be made by manual labour; their quality was totally dependent on the hand and eye of the craftsman, as James Nasmyth pointed out in 1841. At this juncture, the progress of the entire industrial revolution was impeded by this 'almost entire dependence upon manual dexterity'. The problem was first resolved by London engineers including Bramah, Maudslay and Clement; above all by Maudslay, from whom the second-generation leaders- Roberts, Nasmyth and Whitworth -received their training before they moved up to Manchester. Manchester then became the main engineering centre in Britain, producing not only textile machinery but water wheels, steam engines, boilers, railway locomotives, machine tools and a mass of miscellaneous engineering products. London and Manchester engineers progressively resolved the problem of making machines to make machines, or machine tools. And this was momentous: 'The vital step, therefore, is the establishment of the technological conditions which would make it possible to use machinery in the construction of machines, thus bypassing the central constraint of the old manufacturing system'.
From this point, Manchester naturally developed as the leading centre of advanced engineering in all Britain. Nasmyth, Roberts, Whitworth and Bodmer all graduated to Manchester around 1816-17. Fairbairn and a partner (James Lillie) started as general millwrights in 1817, soon winning an important order from McConnel and Kennedy. Nasmyth was apprenticed to Maudslay from 1829, leaving in 1831 after Maudslay's death to start up in business for himself, and renting a single room in Manchester. It was a singularly fortunate time because the Success of the Liverpool and Manchester Railway had created a great demand for locomotives and machine tools. Soon outgrowing his quarters, in 1836 he moved to a new plant which he built at Patricroft, a mile or two outside the city, admirably located between the railway and the Bridgewater
| The First Polytechnics: The Dissenting Academies and the Pursuit of Useful Knowledge |
This growth of more specialized knowledge came in part from London. But in part it was home-grown. One particular outcome of eighteenth-century Nonconformity was the remarkable growth of dissenting academies and of parallel literary and philosophical societies in the provincial cities. The academics were started as substitutes for the universities from which the Dissenters were excluded. They taught merchants and traders, later sailors and industrialists. They offered five main streams- classical, naval, military, commercial, and technical -though few attempted to teach a]] five. They grew very rapidly after 1750; by 1800 there were as many as 200, scattered across the country. The education they provided was greatly superior to the public or grammar school; they deliberately attempted to match the universities. But -like the Scottish universities at the same time -they were essentially vocational. 'With teachers like Dr Doddridge, Joseph Priestley and John Dalton, the Nonconformist academies stood, together with the Scottish universities, at the centre of the great awakening of the human mind to scientific and humanist
The Warrington Academy represented the final phase of their development. Warrington was an early stronghold of Nonconformity. Its academy opened in 1757 and taught mathematics from the first-year courses. But there were economic problems: teaching was suspended in 1783 and the Academy was finally dissolved in 1786. This was one of the most famous of the Dissenting Academies; here (after becoming a minister at Nantwich in 1758) Joseph Priestley began to teach belles-lettres and rhetoric in 1761. He began to publish on chemistry only in the 1770s, coming to Birmingham in 1780 and becoming a principal member of the Lunar Society
At Warrington, modern subjects took precedence over traditional training, as measured by numbers of students: at least 114, perhaps 200, out of 393 students went into commerce and industry. Yet, though the records of some 300 students show that many went into 'commerce', very few went directly into cotton production. But in 1783- the very same year that Warrington suspended operations -the Manchester Literary and Philosophical Society was responsible for setting up the New College of Arts and Sciences, the successor to Warrington and from the start a 'mechanic school'. It included an exhibition and laboratory and was concerned with practical applications of natural philosophy, including 'mechanick arts'. Lecturers included John Banks; they taught to aid those who, in Banks' words, 'can execute better than they can design
Significantly in view of Manchester's previous links, clock makers played a crucial role in the development of both the Philosophical Society and the Academy. Peter Clare, the Manchester clockmaker, in 1778 proposed establishment of a Philosophical School in which instruction would be given in mechanics and similar subjects. John Imison, a Manchester watch- and clock- maker and optician, also published in this area. They played a very important role in diffusing scientific knowledge, by making apparatus, running schools and publishing books. Many of these books were freely available in Chetham's Library, the first free public library in the country
There was undoubtedly a hunger for education among the less exalted artisan class. Adam Walker, a self-taught mechanic, gave lectures in Lancashire towns in the 1770s and 1780s that were so popular that no rooms large enough could be found Such itinerant public science lecturers 'occasionally sowed seeds of knowledge among future industrialists and their managers', though they generally aimed at polite society.
The eighteenth century was the age not only of the dissenting academies, but also of the great literary and scientific societies on the model of the Society of Arts in London, which had Arkwright, Boulton and Wedgwood as members and Edmund Cartwright a candidate for the post of secretary; in 1783 it offered premiums for the solution of the problem of mechanical weaving. Its provincial equivalents, like the Lunar Society of Birmingham (the most celebrated of all, founded in 1768) and the Manchester Literary and Philosophical Society, included mainly established manufacturers and professional men. Indeed, Birmingham was an innovative milieu which in some respects overshadowed Manchester: its residents received three times as many patents during the eighteenth century as did those of Manchester, its nearest rival. It was a focus for scientific speculation, bringing in people from far afield Boulton from Birmingham, Darwin from Lichfield, Whitehurst from Derby, Roebuck from Scotland, Smeaton from Leeds, Seddon from Warrington, Michell from Cam- bridge, and even Benjamin Franklin from Philadelphia
Nonetheless, its Manchester rival was a place of distinction. The Manchester Literary and Philosophical Society was founded in 1781 with 'The purpose of uniting the pursuits of science and literature with commercial opulence' the city's traditional education, provided by Chetham's Grammar School, was felt to be not at all practically oriented. It claimed to be the second oldest scientific society in England after the Royal Society of 1660. Its founder, Thomas Percival, was a Warrington student, as were other foundation members and officers
The societies did not directly affect management education -though the Manchester Literary and Philosophical Society, as just seen, was responsible for setting up the New College of Arts and Sciences. Nor, to be objective, did science play a large role in innovation, at least by the standards of a later age. And there is no overall way of measuring the scientific contribution during this period, either at the national level or that of the firm; science was just one of a multiplicity of factors -economic, social, political, and psychological, as well as scientific and technical -among which it is impossible and unprofitable; tu set one in first place. But, insofar as practical knowledge could be generalized and theorized, Manchester was in a good position to do it. There is good evidence of fruitful relationships between industrialists and scientists. In cotton many leading spinners and engineers -Lee, Ewart, Kennedy, Hewes, Fairbairn, Nasmyth -were well versed in theory; they collaborated with scientists, and put their theoretical knowledge to practical use.
| Manchester: Centre of Synergy |
The result of all these factors, acting one upon the other, was to create a unique synergy in Manchester and the surrounding towns. They constituted what Alfred Marshall, and much more recently the economic geographers of the 1980s and 1990s, have identified as an industrial district. In it, for the first time in history on this scale and to this effect, the Marshallian forces of agglomeration could operate without constraint. Here, indeed, the mysteries of the trade became no mysteries; here, inventions and improvements in machinery, in processes and the general organization of the business had their merits promptly discussed; here, if one man starred a new idea, it was taken up by others and combined with suggestions of their own, thus becoming the source of further new ideas.
Specifically, the system that came into existence around Manchester, in the late eighteenth century, contained five very closely interrelated elements, which together constituted an innovative milieu. F,ach of these elements was specifically remarked upon, even emphasized, by contemporary observers.
The first was an egalitarian class structure, with a very substantial middle class of small manufacturer-traders, into which free entry was possible, particularly for immigrants bringing their skills with them. One contemporary observer, James Ogden, writing in 1783, noticed the free admission of workmen in every branch, whereby the trade has been kept open to strangers of every description, who contribute to its improvement by their ingenuity; for Manchester being only a marker town, governed by Constables, it is not subject to such regulations as are made in corporations, to favour freemen in exclusion of strangers: and, indeed, nothing could be more fatal to its trading interest, if it should be incorporated, and have representatives in Parliament
The second characteristic arose from this first: it was a psychological freedom and energy, associated with the rise of a new class whose intelligence and capacity for hard work were focused on a single end. This is evident from the laments of an older-established class, in the 1780s, of 'the inundation of new men' who had made their money from manufacturing. Preston, 'the most beautiful town in the north of England', a town which, 'because of the number of "genteel families" " had 'got the epithet proud', had undergone a revolution: 'Instead of cards, therefore, for killing time, cards are used by which thousands may live'!'2 And that in turn was related to the social structure. Butterworth, the nineteenth-century Oldham historian, illuminates this point.
The manners of the population were possessed of some peculiarities, by no means prepossessing to strangers. Naturally of a hardy and boisterous temperament, the demeanour of the mass of the population was characterized by a freedom that was regarded by the inhabitants of more polished places as bordering on rudeness, and sometimes extending to what they conceived to be insolence and brutality. notwithstanding that a large proportion of the working population were as yet somewhat rude in manner and rough in speech, many of them manifested, in common with the natives of most other parts of East Lancashire, considerable shrewdness and perseverance of mind, which was brought to bear with wonderful success in the promotion of the inventions which created the greatness of the cotton manufacture.
As Pollard has put it, 'In the bustling, expanding cotton towns competition was tough. It was easy to rise to the top, starting from nothing, borrowing funds and renting premises, but it was also easy to drop out of the race again. Technical changes followed so quickly on the heels of each other that the man who failed to innovate at once was unable to compete'
The fact was that the social structure uniquely generated that capacity to compete; these men had nothing else to live by or live for, nothing else but their brains and energy. Alfred Marshall understood that point very well:
The constructive trader. aims high, and sees far: he is constantly forecasting future developments of demand, and endeavouring so to turn into account the rising force of new methods of production as to supply something which can be produced in large quantities at a low cost, and force its way into general consumption. For this task elasticity of mind and delight in hard work are needed: and these qualities are not often found among those who have inherited wealth: but they were found in high degree among the undertakers, most of whom had risen from the ranks
The third characteristic, a direct result, was a constant incentive to innovate, both in new products and new processes. Any advance was immediately diffused through a network, in such a way that in turn others were inspired to improve upon it. Ogden seized upon this point: ' A particular felicity has attended the trade of this town, throughout the whole course of its rise, progress, and present extent; that when any branch of it has failed, the industry and invention of manufacturers have been so much the more excited to introduce others, whereupon to employ their capitals, and encourage the ingenuity of their workmen'. Another Manchester contemporary, Richard Townley, writing a year after Ogden, observed that 'It is generally allowed that more 'ingenious improvements and useful inventions in machinery have taken their rise in these northern parts ...than in all others throughout the kingdom ...[and] that most of these inventions and improvements have been struck out by such as are usually denominated the inferior ranks of mankind'. The result was a veritable ferment: 'The spirit of invention and improvement, fully aroused by the proof which had now been given of the powers of mechanical combination, operated with extraordinary vigour; and amongst the numberless schemes and experiments tried in the workshops of Lancashire, not a few contrivances of real value were discovered, to perfect the various machines'.
Here again was the critical point: the spirit of enterprise and innovation was distributed widely, among virtually the entire population, within an egalitarian culture where anyone of modest means could contribute. Wadsworth and Mann, in their classic account of the industrial revolution in Lancashire, capture this spirit.
Looking back on the obscure ten or fifteen years before Arkwright's monopoly finally ended and Crompton's mule came into use, one gets the impression of a period in which nothing was permanent. The idea of mechanical production had seized the industry. Scores of men were making machines, and equipping small factories; scores of inventive minds were at work, contributing a modification here, an adaptation there, which passed into the common stock. There was no machine without its history of trial and error, and the men whose names have become household words were surrounded by a whole society of inventors to whom the progress of cotton machinery owes hardly less than it does to them. Arkwright's monopoly may for a time have hindered advance in some directions, but it also stimulated ingenuity, while his own career, the apotheosis of the self-made man, was an enviable example of the riches that success in the cotton trade might bring
This captures the nature of the innovative process in this, the first industrial milieu. It helps confirm Rosenberg's argument: that a 'Schumpeterian bias' causes us to overstress major innovations, and to understate the vital importance of continuous modification and improvement.
A fourth key feature was that the system required only modest formal education and limited capital. Robert Peel, when asked in 1785 'whether the skill of making Mr. Arkwright's machine is now fully possessed by other people', replied, 'By every joiner in the country' He meant, of course, the Lancashire countryside. Certainly, knowledge of the relatively simple mechanism of the jenny must have been accessible to all ordinary mechanics.222 Despite Arkwright's efforts to monopolize the water frame for large factories like his own, the other crucial innovations -including the most important of all, Crompton's mule - were easily introduced by any small manufacturer with basic competence and a modicum of capital. There were few or no formal barriers to entry. Insofar as scientific knowledge needed to be applied to technology, the Dissenting Academies and the Manchester Literary and Philosophical Society were avail- able; but, down to 1800 and beyond, these needs were modest.
Fifthly and finally, the system constituted an intelligence network for both trading and innovation. The extreme vertical disintegration of production, that had originated in the phase of proto-industrialization, continued to pervade the whole industry. Though there were profound changes in organization during these years, notably the increasing power of the central Manchester merchants, the system of specialized interrelated producer-traders persisted. And this system constituted not only a sophisticated network of market intelligence, allowing producers in remote villages and towns to respond instantly to changes in taste and fashion; it simultaneously diffused innovations, whether these were in machinery or in organization of production.
The intensity and significance of this network, again, was well understood by contemporaries. Everyone with ambition wanted to come to Manchester; it was the place where they would make their fame and fortune. Archibald Prentice describes how, at the end of the eighteenth century, he persuaded his Scots master to concentrate his trade here:
He said, 'we have coal, and industry, and shrewdness, and intelligence here.' 'Yes', I replied, 'you have, but you have not centrality; you are in a corner; you have nothing; you have nothing but Glasgow and Paisley here; Manchester has about a dozen of Paisleys -Wigan, Preston, Blackburn, Bolton, Bury, Rochdale, Ashton, Stockport, and numerous fast-growing villages, all increasing in importance, and likely, some time or other, if fair play is given to their industry, to form one enormous community.' After a long pause, he asked, 'When can you go to take a warehouse?'
Arkwright tried to deny this fact, by concentrating production in remote locations outside the network; but, by doing so, he condemned himself to technical stagnation. The small master system progressively transformed itself into the factory system; but it did so at its own pace, and according to its own rules, within the close geographical framework of the Manchester milieu.
The economic historian Sidney Pollard, wrestling with the question of the origins of the industrial revolution, asked himself:
What disposed some areas to take more quickly to the new system than others? Was it natural resources? Location and transport facilities? A developed capitalistic commerce or access to foreign technology? Regional advantages in education? A background of urban handicraft, centres of consumption, or associated external economies? A flourishing domestic industry? Favourable systems of inheritance? Freedom from capricious autocracy, from serfdom, or from guild obstructionism?
The answer, in the case of Manchester in 1770, was: all of the above. They produced a spirit of enterprise, of innovation, of resultant capital accumulation, that fundamentally and irreversibly transformed the world; Manchester in 1770 was the first true innovative milieu.
| Manchester from Kersal Moor by William Wylde (1857) |
The following painting from Wikipedia shows Manchester about seven years later than the image further up on this webpage.
| Maps of Manchester at Several Levels of Detail |
Britain's Ordnance Survey has available online maps at a variety of scales that show Manchester and the surrounding towns that are mentioned in the chapter on Manchester in Hall's book. The first two maps show Manchester in its regional context in relation to Birmingham, Liverpool, and other major cities. The nearby towns of Preston, Leeds, Blackburn, Bolton, Huddersfield, Macclesfield and others are shown in the second map.
Intermediate-scale maps of Manchester are shown below.
Detailed maps of the central city of Manchester are shown in the following two maps.
| References |
1Hall, Peter, 1998, The First Industrial City, Manchester, 1760-1830, in Chapter 10, Cities in Civilization: New York, Pantheon Books, p. 310-347.
Webpage posted January 2010.

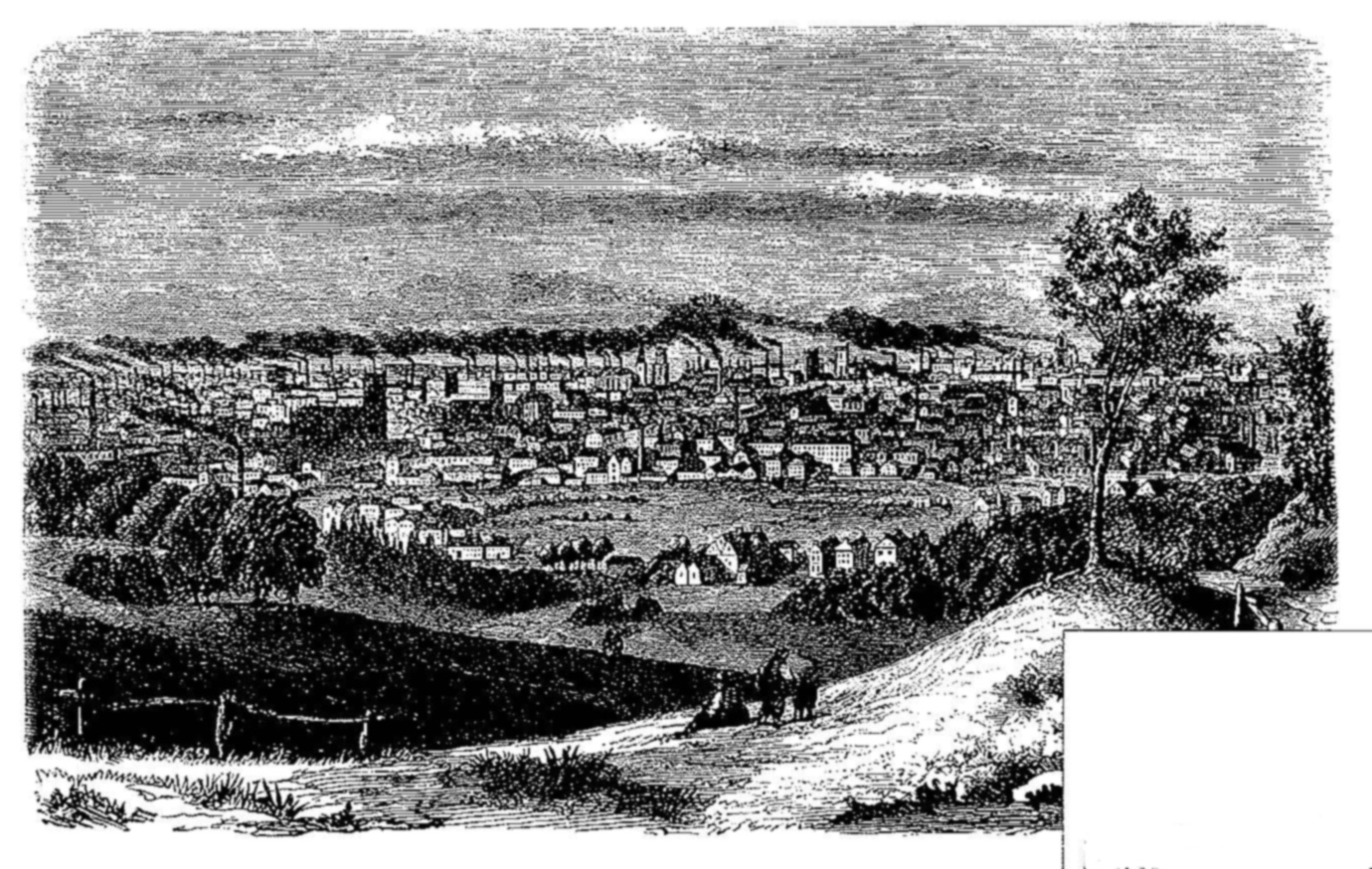
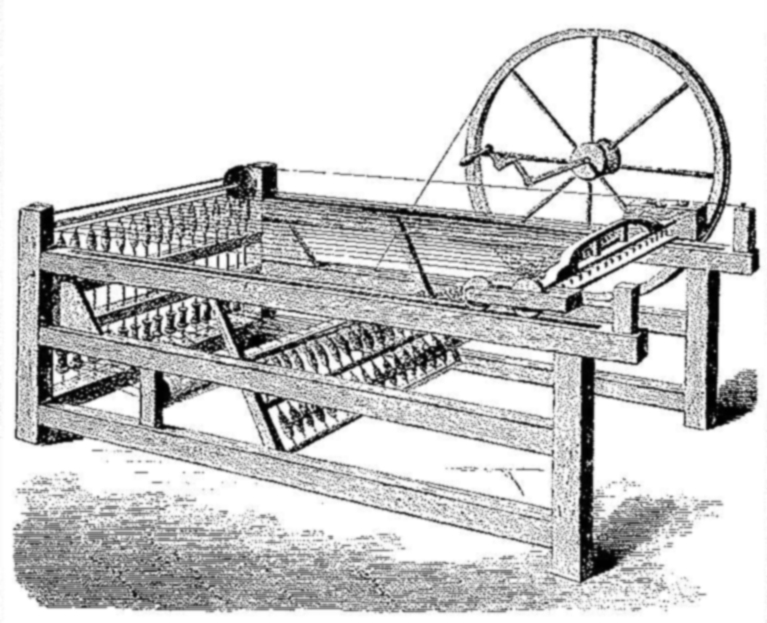


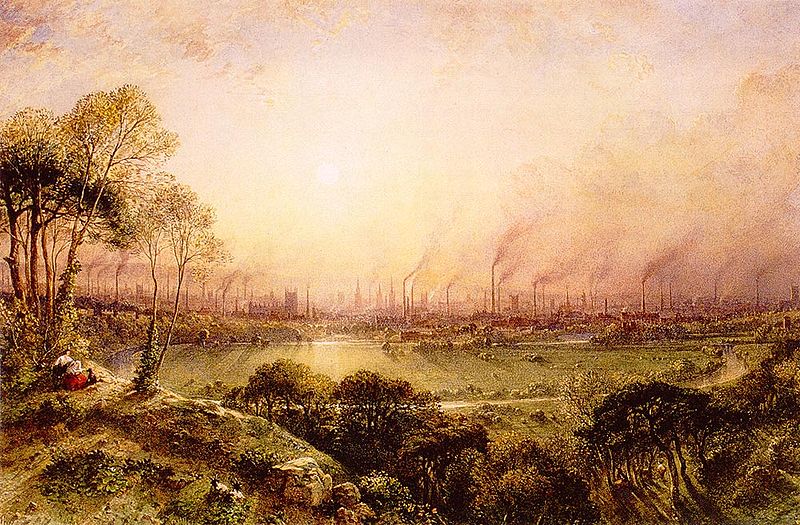



{kind=link}